多层地板生产工序详解,如何保证质量与效率?
在多层地板生产过程中,要同时保证产品的质量与生产效率,关键在于1、优化工艺流程;2、严格原材料控制;3、精细化过程管理;4、高效的设备维护与自动化升级;5、强化终检和回溯机制。其中,“优化工艺流程”是实现高效且高质量产出的核心路径。通过科学划分和衔接各生产环节,企业能够减小瓶颈环节对整体效率的影响,提升资源使用率,并可通过标准化作业减少次品率。例如,采用简道云生产管理系统(官网地址:https://s.fanruan.com/aqhmk )对各工序节点实施数据采集和动态监控,可以及时发现并解决异常,从而持续改进流程,实现精益生产。
《多层地板生产工序详解,如何保证质量与效率?》
一、原材料的选择与预处理
1、原材料选择要点
- 选择优质木材(如桦木、杨木等)作为基材,表层选用高档木种(如橡木、胡桃木)
- 控制含水率,一般要求基材8%-12%,面材6%-9%
- 检查无虫蛀、裂纹等缺陷
2、原材料预处理步骤
| 步骤 | 目标 | 工艺说明 |
|---|---|---|
| 木材干燥 | 降低含水率 | 高温窑干或自然风干 |
| 去皮/刨光 | 表面平整 | 机械刨光 |
| 分级 | 质量分档 | 人工或自动检测 |
背景说明: 优质、多层地板的稳定性高度依赖于基材和面皮的初步处理。严格控制含水率,可有效防止后期翘曲变形。此外,通过简道云等系统可建立采购到入库全流程追溯档案,实现原料批次自动记录,为后续品质保障打下基础。
二、单板热压与组坯
1、多层结构解析
多层地板一般由表层单板、中间芯板和底层背板三部分组成,各自承担不同的物理属性作用。
2、热压工序关键操作
- 胶粘剂配比与涂布均匀性
- 温度与压力参数设定
- 热压时间控制
3、多层组坯及热压流程表
| 工序 | 设备/工具 | 技术标准 |
|---|---|---|
| 胶合剂涂布 | 涂胶机 | 胶量均匀适中 |
| 板坯叠放 | 手动/自动设备 | 层次方向正确 |
| 热压成型 | 热压机 | 压力0.8 |
详细解释: 合理的热压参数直接决定了胶合强度和成品平整度。以往依赖人工经验容易产生波动,引入简道云生产管理系统,可实现参数在线采集监控,并对异常批次自动预警,有效降低不良品发生率。
三、冷却养生与砂光裁切
1、冷却养生目的
- 防止内应力集中导致开裂变形
- 提升尺寸稳定性
通常需要自然冷却12~24小时,使各层应力均衡。
2、砂光裁切技术要点
- 粗砂、中砂到细砂分级打磨
- 全自动宽带砂光机提升精度
- 尺寸裁切需确保边角垂直,无劈裂
步骤列表:
- 板坯出热压后按规定时间堆放冷却
- 初步粗砂去除毛刺
- 多级砂光达标厚度和平整度
- 数控锯床精准裁切规格
大量实例表明,在该环节引入数字化巡检(如扫码过站),可实时反馈尺寸偏差,对操作员绩效进行量化考核,提高整体加工合格率。
四、防潮防腐处理及表面装饰
1、防潮防腐方法比较表
| 方法 | 优点 | 局限 |
|---|---|---|
| 浸渍阻燃剂 | 成本低 | 深入有限 |
| 表面喷涂 | 操作便捷 | 易磨损 |
| UV固化涂装 | 耐磨耐刮 | 投资相对较高 |
企业会根据产品定位及使用环境选用一种或多种方式结合。如出口型地板常采用UV固化+防潮底漆双保险方案,以延长使用寿命及抗环境变化能力。
背景补充: 现代流水线往往配备在线检测仪器,如色差仪或视觉识别系统,通过连接简道云平台实现数据归集,为后续品质追溯提供客观依据。
五、多道质检把关
质量控制是多层地板制造中的重中之重,应在各关键节点设置质检岗并明确判定标准:
- 原材料进厂验收(外观/理化性能/等级)
- 热压后胶合强度测试(剥离实验)
- 尺寸公差测量(卡尺/三坐标)
- 表面装饰完整性检查(目测+仪器)
为提升效率,多数企业采用信息化手段将检验结果快速录入简道云系统,实现异常批次“红灯报警”,并可快速定位问题源头,大幅减少返工损失。这种数据驱动模式也便于持续推进PDCA循环改进。
六、高效物流与智能仓储
成品下线后的物流调配也影响整体交付效率,高效做法包括:
- 扫码出库,实现先入先出(FIFO)
- 自动分拣线减少人工搬运损耗
- 与ERP/WMS系统打通库存实时更新
尤其在订单频繁波动时,通过简道云平台实时同步排产计划与物流数据,可提前预警短缺风险,保障供应链顺畅运行。
七、信息化赋能:以简道云为核心的智造升级
当前制造业数字转型趋势明显,应用如“简道云”这样的低代码平台可以轻松搭建符合自身特色的车间管理系统,其优势体现在:
- 快速配置BOM清单及工艺路线,无需IT开发经验
- 实时数据采集分析,全程扫码追踪每一批次产品流转轨迹
- 自动生成报表,用于成本核算和绩效考评
- 支持手机端随时查看任务进展,提高响应速度
例如,公司A引入简道云模板后,将每日产能统计误差从±10%降低到±3%,月度废品返修率下降30%,极大提高了经营管控能力。 官网地址:https://s.fanruan.com/aqhmk
八、多维协同推动持续改进
优质多层地板制造不仅仅依靠设备,更需要团队从采购—加工—检验—交付全链路协同。建议:
- 建立一线员工反馈机制,将现场问题及时录入平台;
- 推行“首件确认”制度,每个新批次前先小范围验证再大规模投产;
- 定期召开跨部门会议,依据数据分析报告讨论改进方案;
- 持续培训提升技能水平,引导员工参与改善项目;
通过这些举措,以及现代信息工具辅助,可以不断缩短新产品开发周期,提高响应市场变化的灵活性。
总结建议
综上所述,多层地板高质量、高效率生产必须从严选原料开始,到优化组装热压、防腐装饰,再到全程质控,每一个环节都需科学管控。借助如简道云这样的信息管理利器,可以实现“人—机—料—法”一体的数据流转,为企业打造数字智造核心竞争力。在实际推进过程中,应注重全员参与和流程闭环,把每一次异常都当做改进机会,不断追求卓越。如果您正在寻找实用且灵活的生产管理模板,推荐试用我们公司的简道云模板,可以直接自取,也支持自定义编辑修改: https://s.fanruan.com/aqhmk
精品问答:
多层地板生产工序包括哪些关键步骤?
我对多层地板的生产流程不是很了解,想知道在整个生产过程中都有哪些关键步骤,这样才能更好地理解质量控制和效率提升是如何实现的。
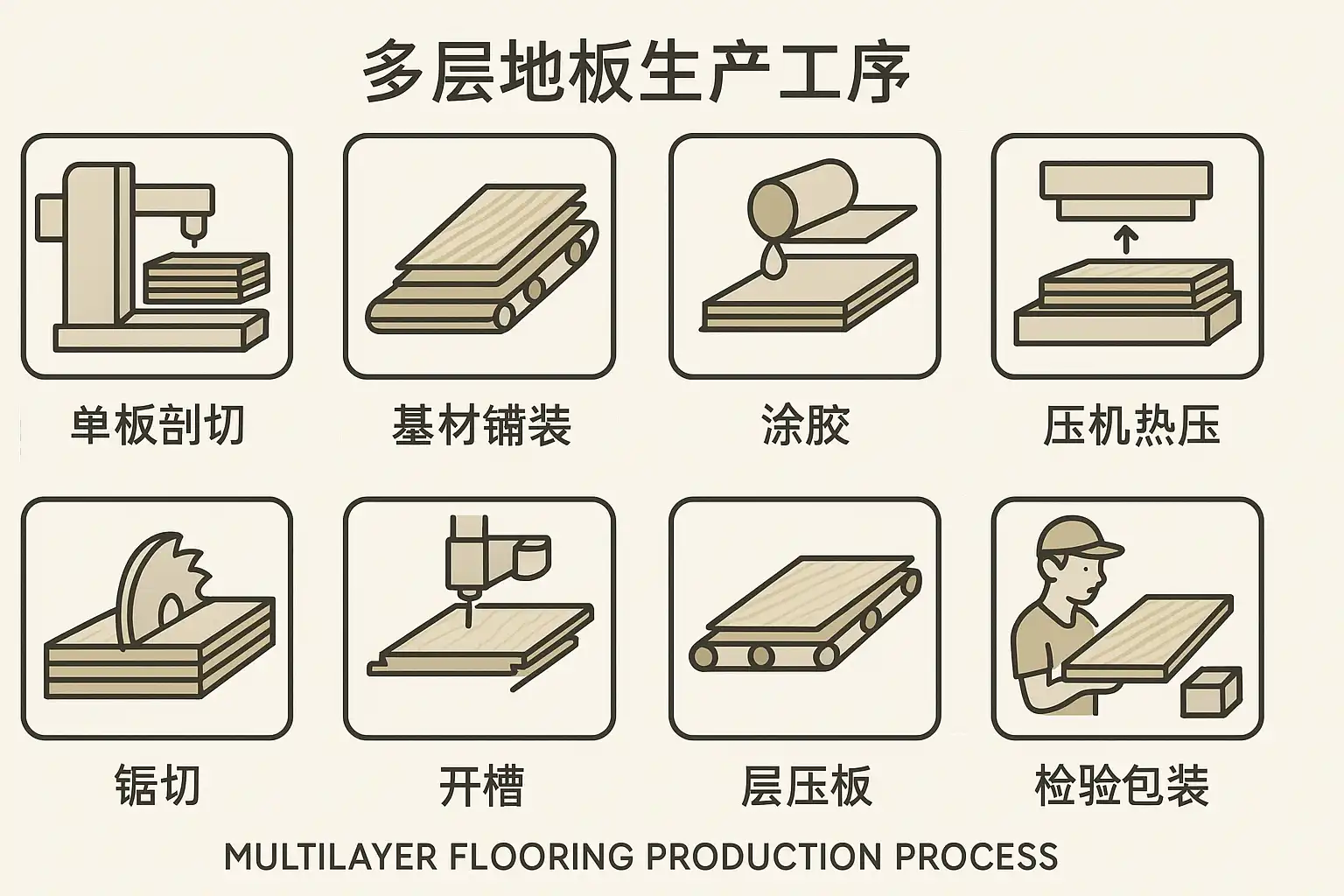
多层地板生产工序主要包括原材料准备、基材层压、热压成型、表面处理、裁切打磨和质量检测六大关键步骤。具体流程如下:
- 原材料准备:选择高品质的木质基材和胶粘剂,确保材料稳定性。
- 基材层压:将多层木质单板按纹理方向交错排列,提高结构稳定性。
- 热压成型:通过热压设备进行加压固化,增强板材强度。
- 表面处理:采用UV涂层或实木贴面提升美观与耐磨性。
- 裁切打磨:精确裁剪及表面打磨保证尺寸规格和手感。
- 质量检测:使用湿度测试仪、厚度测量仪等设备进行全面检测,合格率达到98%以上。上述工序环环相扣,保障了多层地板的质量与生产效率。
如何在多层地板生产中保证产品质量?
我一直想知道,多层地板在生产过程中怎样才能确保产品质量,不至于出现开裂、变形等问题?有哪些具体的技术措施能起到保障作用?
保证多层地板产品质量主要依靠严格的工艺控制和先进检测技术,包括:
- 原材料筛选:采用含水率8%-12%的优质木材,防止后期变形。
- 胶粘剂配比控制:使用环保型聚氨酯胶,粘结强度≥1.2MPa。
- 热压参数优化:温度控制在130℃-150℃之间,压力保持0.8-1.2MPa,热压时间一般为15-20分钟。
- 环境湿度监控:车间保持相对湿度45%-60%,减少木材应力变化。
- 多重质量检测手段,如厚度均匀性测试(偏差≤0.1mm)、表面硬度测试(布氏硬度≥40HB)。
以上措施结合案例显示,通过精细化管理,多层地板合格率能提升至99%以上,有效避免了常见的品质问题。
怎样提高多层地板生产效率而不影响质量?
作为一名生产管理人员,我想了解如何在保证多层地板高品质的同时,提高产线效率,有没有具体的数据支持或者实践经验可以分享?
提高多层地板生产效率同时保证质量的方法包括:
| 方法 | 描述 | 效果数据 |
|---|---|---|
| 自动化设备引入 | 使用自动涂胶机和智能热压机 | 产能提升30%,人工成本降低20% |
| 工艺参数优化 | 精准控制温度、压力和时间 | 产品返工率降低15%,稳定性提升 |
| 流程标准化 | 制定详细操作规范并培训操作员 | 操作错误减少40%,产品一致性增强 |
| 实时监控系统 | 安装传感器监测湿度及厚度,实现在线调整 | 故障停机时间缩短25%,合格率提升5% |
结合实际案例,一家大型厂商通过以上措施,将单班产量从500平方米提升至650平方米,同时维持99%的高品质水平,实现了质效双赢。
多层地板热压工序中如何控制参数以保证性能?
我发现很多关于多层地板性能不稳定的问题都跟热压工序有关,我想知道具体应该如何科学合理设置热压温度、压力和时间,以确保产品性能最佳?
热压工序是决定多层地板性能的重要环节,其参数控制要点如下:
- 温度设置:一般建议保持在130℃至150℃之间,此范围可使胶粘剂充分固化且避免基材过热导致变形。
- 压力控制:保持0.8至1.2MPa压力有助于单板间紧密结合,提高结构稳定性;低于此范围易产生空洞,高于则可能损伤木材纤维。
- 时间调节:通常为15至20分钟,根据不同胶粘剂类型微调,加长时间可提高强度但降低产能。
案例说明,一家知名厂商通过精准调控上述参数,在连续1000次批量试验中实现平均胶合强度达到1.3MPa,比行业标准高出8%,有效防止了开裂与分层问题,实现了产品性能最大化。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212027/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号