轧钢生产线工序详解,关键步骤有哪些?
轧钢生产线的关键工序主要包括1、加热;2、粗轧;3、精轧;4、冷却与矫直;5、检验与成品处理等五大步骤。这些步骤环环相扣,保障了产品性能和生产效率。其中,加热工序是整个流程的基础环节,对后续轧制质量和能耗有决定性影响。在加热阶段,钢坯被送入加热炉,通过精确控制温度和时间,使其达到适宜的可塑状态,为后续的粗轧和精轧创造良好条件。科学合理的加热不仅能提高金属塑性,还能降低能耗,减少氧化皮生成,有效提升成品率和产品质量。因此,加热阶段不仅决定了后续工序的顺利进行,也直接关系到整个生产线的经济效益。
《轧钢生产线工序详解,关键步骤有哪些?》
一、轧钢生产线总体流程概述
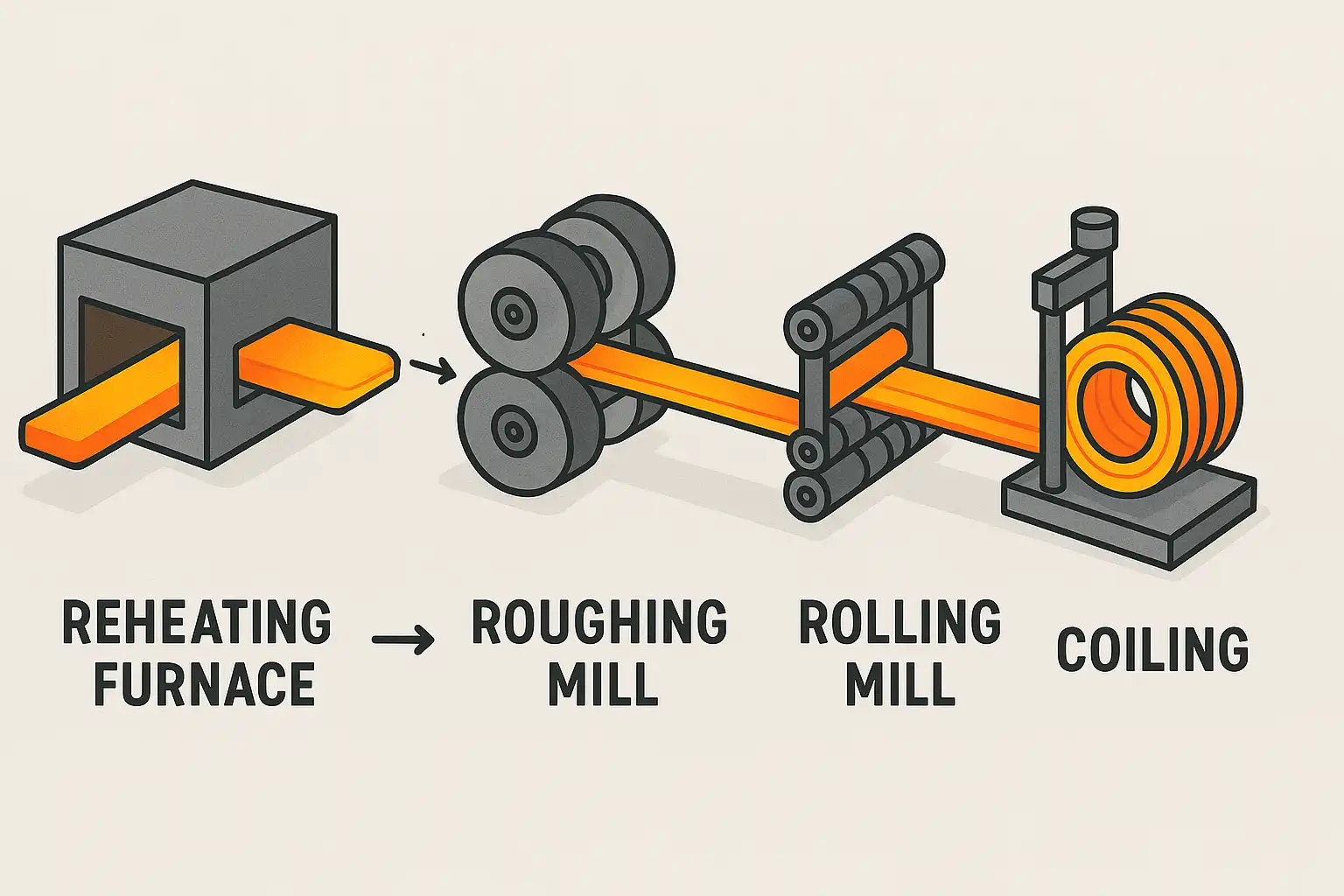
为了更好地理解各个关键步骤,先整体介绍轧钢生产线的大致流程:
| 序号 | 工序名称 | 主要内容描述 |
|---|---|---|
| 1 | 原材料准备 | 钢坯(或连铸坯)检验、转运及存储 |
| 2 | 加热 | 将钢坯送入加热炉,加热至一定温度以获得良好塑性 |
| 3 | 粗轧 | 初步减小断面尺寸,通过多道次变形获得初步形状 |
| 4 | 精轧 | 对粗轧后的半成品进一步加工,提高尺寸精度及表面质量 |
| 5 | 冷却与矫直 | 控制冷却速度、消除内应力,并通过矫直机校正弯曲 |
| 6 | 检验与成品处理 | 包括尺寸检测、表面质量检查、切割定尺等 |
这些工序贯穿始终,每一步都为下一步的顺利进行提供了基础。
二、每道关键工序详解及其核心作用
- 原材料准备
- 钢坯进场后需经过外观检查,如发现裂纹或夹杂需剔除。
- 合格钢坯按规格堆放,标识清晰便于追踪。
- 使用天车或辊道将待加工钢坯输送至预定位置。
- 加热
- 钢坯进入步进梁式/推钢式/蓄热式连续加热炉。
- 控制升温曲线(通常1100~1250℃),确保核心与表面温差最小化。
- 合理气体配比减少氧化皮形成,提高能源利用率。
- 实时监控温度波动,防止过烧或欠烧。
- 粗轧
- 多架次连轧将加热后的钢坯断面逐步减小。
- 一般采用反复正反向压下方式,提高变形均匀性。
- 粗轧段主要确定最终产品的大致轮廓,为精轧做准备。
- 精轧
- 更高精度的多道次细致变形,实现规定截面尺寸及公差控制。
- 调整辊型和压下量,以获得更好的表面光洁度和组织性能。
- 部分现代产线配置自动测厚仪,实现在线闭环控制。
- 冷却与矫直
- 高压水冷装置快速均匀冷却(根据产品规格选择风冷/水冷/自然冷)。
- 控制冷却速率影响组织转变和机械性能(如强韧性)。
- 矫直机消除弯曲缺陷,使成品达到规定平直度要求。
- 检验与成品处理
- 尺寸自动测量仪器检测宽度、高度等关键参数。
- 人工或自动化装置剔除出现裂纹、夹杂等不合格产品。
- 定尺切割,根据订单需求分段包装并入库待发货。
三、各关键步骤详细功能及技术要点对比分析
以下以表格形式对各核心步骤进行详细比较:
| 工序 | 技术核心 | 常用设备 | 技术难点 |
|---|---|---|---|
| 加热 | 温控系统精准调节 | 步进梁式加热炉 | 温差控制、防止过烧 |
| 粗轧 | 多架次连续变形 | 二辊/三辊粗轧机组 | 保持均匀变形、防止开裂 |
| 精轧 | 高精度微调+在线测量 | 精密四辊/六辊机组 | 尺寸公差严格控制 |
| 冷却&矫直 | 匀速冷却+全程跟踪 | 高压喷淋、水箱/风栅 | 防止组织不均、防弯曲 |
| 检验&处理 | 智能检测+自动分拣 | 激光测宽仪、探伤仪 | 快速高效剔除不合格品 |
例如,在“加热”这一环节,高水平的温控系统可以有效避免因局部过烧导致晶粒粗大,从而提升整条产线的良品率。同时新一代智能加热炉配备红外扫描仪,实现实时数据采集并反馈给操作系统,大幅降低人工干预频率,提高能源使用效率。据统计,通过智能化升级可使平均能耗下降7~10%,同时氧化皮损失减少约12%。
四、现代信息化管理在生产中的应用——以简道云为例
随着数字化转型升级,对生产过程全流程监控已成为行业趋势。以简道云生产管理系统为例,其具备如下突出优势:
- 可视化看板:实时展示订单进展与各产线负荷;
- 数据采集接口:支持车间设备数据自动上传,无缝对接MES系统;
- 工艺追溯:每根产品从进料到出库全流程电子记录,便于责任倒查;
- 异常预警机制:发生超温/设备故障第一时间弹窗提醒相关人员;
- 报表自定义:支持按班组、自定义周期统计分析产量、不良率等指标;
实际案例显示,通过引入简道云平台,可实现信息流与实物流同步,大幅缩短异常响应时间,并有效提升交付可靠性。对于多班组协同作业场景,还可实现移动端数据填报,无纸化办公显著提升管理效率。详细了解可参考:简道云官网 。
五、典型问题解析及优化建议
常见问题一览
- 加热点火后升温慢:
- 原因:燃烧器堵塞/气体配比失衡
- 建议:定期清理燃嘴、更换老旧部件
- 粗轧阶段出现端部开裂:
- 原因:前期缺陷传递未检出
- 建议:加强来料超声波检测
- 冷却速度不均导致性能波动:
- 原因:喷淋管堵塞或压力不足
- 建议:布置冗余喷头并设压力监控
- 成品质检漏检:
- 原因:人工疲劳或标准执行不到位
- 建议:引入激光在线测量+AI视觉判别辅助
优化措施建议
- 推行标准作业书(SOP),强化班组培训;
- 增设过程质检点,实现源头把关;
- 利用信息平台动态监控KPI指标,如日产量、不良率等,并设置阈值报警机制;
- 定期回顾各类异常案例,总结经验教训,不断完善工艺参数库;
六、小结与行动建议
综上所述,现代先进的轧钢生产线已形成“原材料—加热—粗精连贯—智能检测—信息闭环”的完整体系。每个关键步骤都不可忽视,其中“加热”作为起始环节,对最终品质影响极大。在实际应用中,应不断引入数字工具如简道云平台,加强过程数据采集,实现透明、高效、安全管控。同时推荐企业逐步推进标准化建设,加强员工技能培训,多措并举提质增效。建议管理者结合自身实际情况,从流程梳理到技术升级再到数智融合,多维发力,以保障企业在激烈市场竞争中立于不败之地。
最后推荐 分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改:https://s.fanruan.com/aqhmk
精品问答:
轧钢生产线的主要工序有哪些?
我想了解轧钢生产线具体包含哪些工序,整个流程是怎样的?每个步骤在生产中的作用是什么?
轧钢生产线的主要工序包括:
- 备料:选用合适的钢坯或钢卷作为原材料。
- 加热:通过高温加热炉将钢坯加热至约1100℃,以提高塑性。
- 初轧(粗轧):将加热后的钢坯通过粗轧机初步压制成型,通常减少截面积30%-50%。
- 中间轧制:进一步调整钢材形状和尺寸,保证厚度和宽度均匀。
- 终轧(精轧):完成最终尺寸和表面质量的调整。
- 冷却及矫直:通过控速冷却设备降低温度并消除内应力,同时进行矫直处理保证平整度。
- 切割与包装:根据规格切割成所需长度并进行包装。 案例说明:某大型钢厂通过优化加热温度和中间轧制阶段,有效提升了产品尺寸控制精度达±0.02mm。
关键步骤中如何保障轧制质量?
我担心在关键步骤中出现质量问题,比如厚度不均或者表面缺陷,如何确保每个环节都能保证产品质量?
保障轧制质量的关键措施包括:
- 加热均匀性监控:利用红外测温技术确保炉内温度分布均匀,误差控制在±10℃以内。
- 精密控制压力和速度参数:采用自动化控制系统,使辊压压力误差小于5%,辊速稳定在设计值±2%。
- 在线检测系统应用:如激光测厚仪实时监控产品厚度,实现在线修正。 数据表现:应用在线测厚系统后,产品合格率提升了12%,返修率降低了8%。 技术案例:某企业采用PLC自动反馈调节系统,实现了细微参数调控,提高了整体生产效率。
冷却及矫直工序为什么重要?
我对冷却和矫直这两个环节不太了解,它们对最终产品有什么影响?为什么不能直接出炉使用?
冷却及矫直是保证成品性能和尺寸稳定性的关键步骤。具体作用如下:
- 控速冷却可避免因温差导致材料内部产生残余应力,从而减少变形和开裂风险。
- 矫直工艺用于消除因辊压或冷却不均引起的弯曲变形,确保板材平整。
- 合理的冷却速度能调控晶粒结构,提高机械性能,如强度和韧性。 举例说明:研究显示,通过控速冷却使晶粒细化30%,板材抗拉强度提升15%。 总结来说,没有经过科学冷却与矫直处理的轧制件易发生翘曲、开裂等缺陷,不利于后续加工使用。
如何优化中间轧制阶段提高效率?
我想知道在中间轧制阶段,有没有什么方法可以提升生产效率同时保持产品质量不受影响?
优化中间轧制阶段的方法包括:
- 参数优化调整,如辊距、压力、速度与材料温度匹配,实现最佳变形状态。
- 引入智能控制系统进行动态监测和调整,加快响应速度减少停机时间。
- 使用高耐磨辊轮材料延长设备寿命降低维护频率。 数据支持:某厂采用智能调节系统后,中间辊道停机时间减少25%,产量提升18%。 技术实例说明,通过实时采集多点传感器数据,实现闭环控制,使每批次产品厚度偏差缩减至±0.01mm以内。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212196/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号