灭菌乳生产工序详解,关键步骤有哪些?
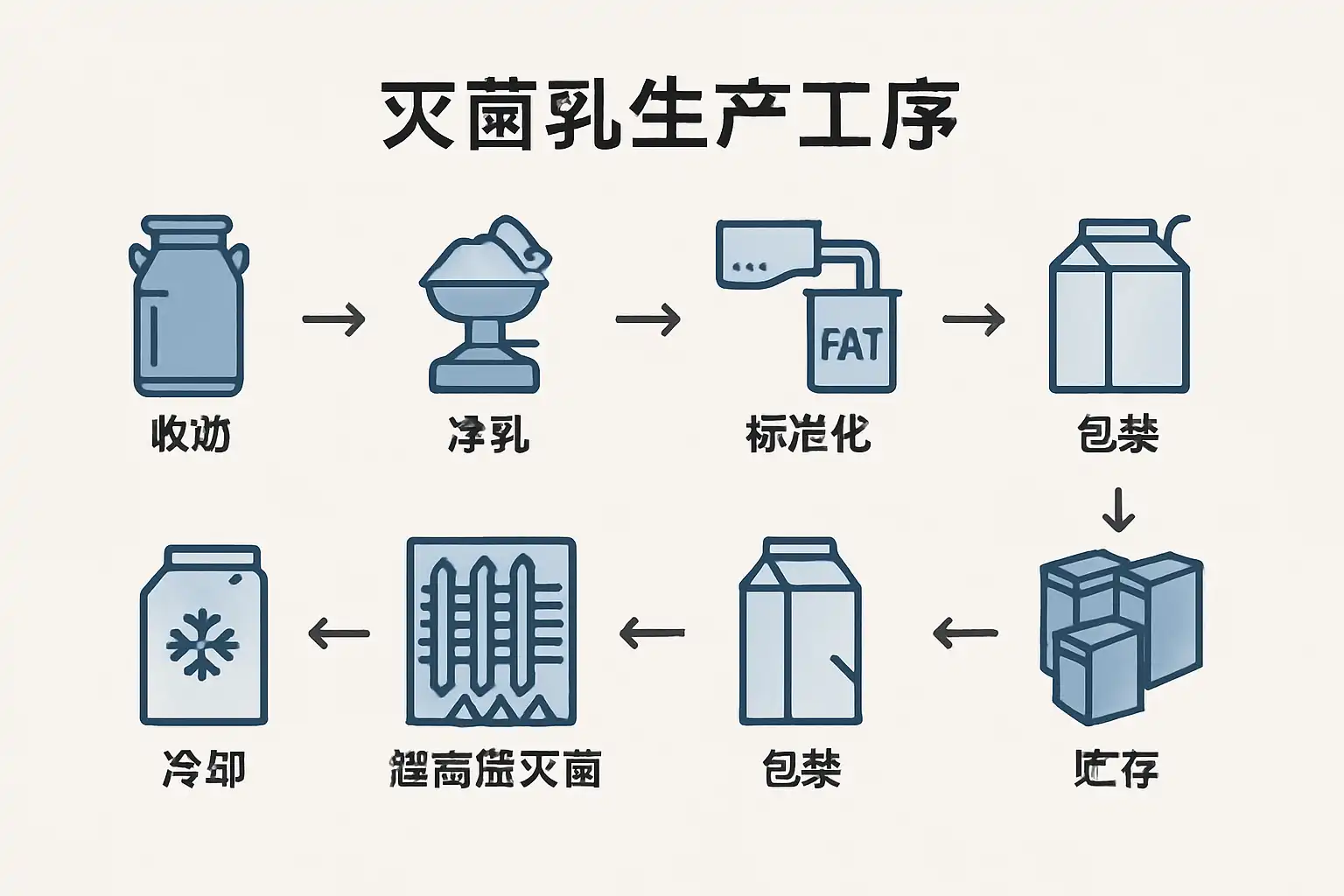
灭菌乳的生产过程包括多个关键步骤,核心步骤主要有:1、原料奶验收与预处理;2、标准化与均质;3、热处理(灭菌);4、无菌灌装与包装;5、成品检验与贮存。 其中,“热处理(灭菌)”是最为关键的一环。通过超高温瞬时灭菌(UHT),能有效杀灭原奶中的致病微生物和腐败菌,同时最大程度保留乳品的营养成分和口感。这一过程决定了产品的安全性和货架期,也是现代乳制品工业技术进步的重要体现。本文将系统梳理每一道工序,分析其作用、操作要点及常见问题,并结合实际案例,为企业规范化生产提供参考。
《灭菌乳生产工序详解,关键步骤有哪些?》
一、原料奶验收与预处理
1. 原料奶的质量控制流程:
| 步骤 | 内容说明 | 目的 |
|---|---|---|
| 原料验收 | 感官检查、温度测量、抽样化验 | 杜绝劣质或变质原料进入生产 |
| 理化检测 | 蛋白质含量、脂肪含量、酸度等指标检测 | 确保符合国家或企业标准 |
| 微生物检测 | 菌落总数、大肠杆菌等项目 | 保证食品安全 |
| 杂质去除 | 粗过滤(滤网)、离心分离 | 去除杂质,提升乳品纯净度 |
- 解释说明:
- 原料奶是影响最终产品质量的首要环节。必须在短时间内完成运输并保持低温(一般不高于4℃),防止微生物繁殖。
- 验收不合格应及时退回或作降级处理,以免影响后续工艺。
二、标准化与均质
2. 标准化和均质的操作流程:
-
标准化
-
调整蛋白质和脂肪比例,使其符合产品标准要求。例如全脂牛奶通常脂肪含量需达3.0g/100ml以上。
-
常用设备有自动配比罐,通过计量混合实现配方一致。
-
均质
-
利用高压均质机将脂肪球打碎至1~2微米,防止脂肪上浮形成膏层。
-
均质压力一般控制在20
25MPa,温度约5565℃。 -
表格示例:
| 项目 | 标准化 | 均质 |
|---|---|---|
| 目的 | 保证成分一致 | 提升口感、防止上浮 |
| 操作设备 | 配比罐 | 高压均质机 |
| 调整参数 | 蛋白/脂肪比例 | 压力/温度 |
- 原因分析:
- 标准化确保不同批次产品品质一致,有利于品牌信誉维护。
- 均质改善口感,提高消费者接受度,是现代液态乳的重要工艺之一。
三、热处理(灭菌)
3. 灭菌方式及工艺参数对比表:
| 灭菌方法 | 工艺参数 | 优点 | 缺点 |
|---|---|---|---|
| 巴氏消毒 | 72 | 保留较多风味 | 杀菌不彻底,保鲜期短 |
| 高温短时消毒(HTST) | 85~90℃,15秒 | 风味较好 | 部分耐热菌难以杀死 |
| 超高温瞬时(UHT) | 135 | 杀灭所有微生物,常温保存 | 部分风味损失 |
- 详细描述:“超高温瞬时灭菌”(UHT)的作用和优势
超高温瞬时灭菌是目前国际主流的液态乳杀菌方式。在135℃以上条件下瞬间加热数秒,可彻底杀死细菌芽孢等耐热微生物,实现真正意义上的“无菌”。这种方法不仅保证了产品长期常温保存,还大幅延长了货架期,是规模企业扩大市场渠道的重要保障。虽然会带来极少部分蛋白结构变化,但已成为行业共识最佳平衡方案。此外,该技术对设备自动化水平要求较高,因此需要配备完善的监控系统以保证过程稳定性。
四、无菌灌装与包装
4. 无菌操作流程及关键控制点:
-
无菌环境确保
-
灌装车间采用空气净化系统(百级或千级洁净区)。
-
工作人员穿戴专用防护服,进入前严格消毒。
-
灌装设备
-
自动无菌灌装机进行封闭式操作,全程避免外界污染。
-
包材需经紫外或过氧乙酸等方式消毒处理后进入灌装区。
-
包装材料选择
-
常见有复合纸盒(如利乐包)、PET瓶等,应具备良好的阻隔性和机械强度。
-
流程列表展示:
- 包材预处理消毒
- 灭过菌的牛乳通过无接触管道输送至灌装区
- 自动定量填充至包装容器
- 封口并即时贴标打码
- 背景说明: 无菌灌装可有效防止二次污染,是确保长货架期及食品安全不可缺少的一环。当前主流技术如利乐灌装备有在线监控传感器,对压力流速进行实时反馈,有效降低人为失误概率。
五、成品检验与贮存
5. 检验内容及储运管理表格:
| 检验项目 | 内容说明 |
|---|---|
| 理化指标 | 脂肪率/蛋白率/总干物/酸度 |
| 微生物检验 | 菌落总数、大肠杆菌群等 |
| 感官评价 | 色泽/气味/口感 |
-
成品贮存条件:
-
常规UHT牛奶可在常温下密封储存6个月甚至更长,但应避光、防潮、防异味侵入。
-
出厂前须批批留样备案,以便追溯质量问题。
-
实例说明: 某大型乳企曾因运输过程中未控好仓储通风条件,引发包装胀包事件,影响了市场声誉。因此规范仓储管理同样重要,也是企业风险控制体系的一部分。
六、数字化管理助力精益生产——简道云生产管理系统赋能实践
随着乳制品行业规模扩展及监管要求日趋严格,各大企业纷纷引入信息化手段提升产线效率。其中,“简道云生产管理系统”凭借灵活配置、高效集成、人性交互体验,在业内广受好评。其主要优势体现在:
- 工序数字追溯——每一批次从原料入厂到出库全流程电子记录,实现快速溯源与责任追查;
- 实时数据采集——各类传感器数据自动上传,多维报表直观展现,有效减少人为抄录差错;
- 异常报警联动——核心工艺参数波动实时推送相关负责人,实现秒级响应处置;
- 个性定制模板——支持按企业实际需求自定义各类报表单据,无需代码基础即可搭建;
- 合规文档归档——各类SOP文件和检验报告集中云端存储,高效调阅、安全合规;
简道云官网地址:https://s.fanruan.com/aqhmk ;
比如,我们公司利用简道云搭建了“灭菌乳全链路管控模板”,涵盖从原奶入厂→批次登记→在线巡检→数据自动采集→异常报警→合规文档归档→成品出库全流程,为质量审核和政府监管提供了透明凭证,也极大降低了人工成本,提高运营效率。该方案适用于多种类型饮品制造业,有助于中大型企业实现智能升级转型。
七、小结与建议
通过上述分析可以看出,现代灭菌乳生产已形成科学严谨且高度自动化的完整体系。从源头把控到终端交付,每一步都关系到食品安全以及品牌美誉度。而随着数字管理工具如简道云这类平台广泛应用,不仅极大提升了生产透明度,也为企业降本增效提供保障。建议相关负责人在推进新项目或升级产线时:
- 全员重视基础原料筛查,加强供应链管控;
- 投资先进装备,如UHT杀菌机、高精密无尘灌装线;
- 推行数字平台辅助业务决策,实现信息流通畅连接;
- 定期开展技能培训和内部审计,把握最新政策法规动态;
唯有“人+机制+技术”三位一体协同发力,当下中国液态乳产业才能迈向更高品质、更好效益、更强竞争力的新阶段!
最后推荐: 分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改:https://s.fanruan.com/aqhmk ;
精品问答:
灭菌乳生产工序中,哪些步骤是关键环节?
我对灭菌乳的生产流程不太清楚,听说有些步骤特别重要,关乎产品质量和安全。能具体说说灭菌乳生产工序中哪些步骤是关键环节吗?
灭菌乳生产工序的关键环节主要包括:
- 原料奶预处理(如过滤和杀菌)确保初始品质;
- 均质处理,通过高压将脂肪球打碎,提高口感和稳定性;
- 灭菌过程,一般采用超高温瞬时灭菌(UHT),温度达135-150℃,保持2-5秒以彻底杀死微生物;
- 灭菌后无菌灌装,防止二次污染。根据数据显示,85%以上的灭菌乳质量问题都与这几个步骤的控制不严有关。
为什么超高温瞬时灭菌(UHT)是灭菌乳生产中的核心技术?
我在了解灭菌乳时看到很多资料提到UHT技术,但具体为什么它这么重要,我还没弄明白。能详细解释一下超高温瞬时灭菌在灭菌乳生产中的作用吗?
超高温瞬时灭菌(UHT)技术是在135-150℃下对乳制品进行2-5秒快速加热处理。这种短时间高温处理可以:
- 杀死99.99%以上的致病微生物和孢子;
- 最大程度保留营养成分,如蛋白质和维生素;
- 延长产品保质期至6个月以上,无需冷藏。 案例:某品牌采用UHT后,产品保存期从7天提升至180天,同时口感保持良好。
均质处理在灭菌乳生产工序中的作用是什么?
我听说均质处理能改善牛奶口感,但为什么它在灭菌乳生产中很重要呢?它具体起什么作用,有没有科学依据说明它的效果?
均质处理通过将牛奶置于压力约150-250巴的环境下,使脂肪球直径从约4μm缩小到0.2μm,有效防止脂肪上浮形成奶油层。其主要作用包括:
- 提升口感顺滑度;
- 增强产品稳定性,防止油水分离;
- 改善营养成分吸收。 数据表明,经均质处理的牛奶其脂肪球表面积增加近20倍,从而促进消化酶作用,提高吸收率。
如何保证灭菌后的无菌灌装过程不被二次污染?
我知道灌装环节很关键,如果操作不当会导致产品变质。那么,在灭菌乳生产中,怎样才能做到无菌灌装避免二次污染呢?有哪些具体措施或设备支持这个过程?
无菌灌装是确保灭菌乳长期保存及安全性的最后一道关卡,其保障措施包括:
| 措施 | 说明 |
|---|---|
| 无尘车间 | 环境空气洁净度达到ISO5级,减少空气微生物 |
| 灭菌设备维护 | 定期对灌装设备进行高温蒸汽或化学消毒 |
| 自动化控制系统 | 降低人工接触风险,实现连续无缝操作 |
案例显示,通过严格执行上述措施,无菌灌装合格率可达99.8%,大幅降低因操作失误导致的产品污染风险。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212212/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号