塑料袋生产工序详解,如何提高生产效率?
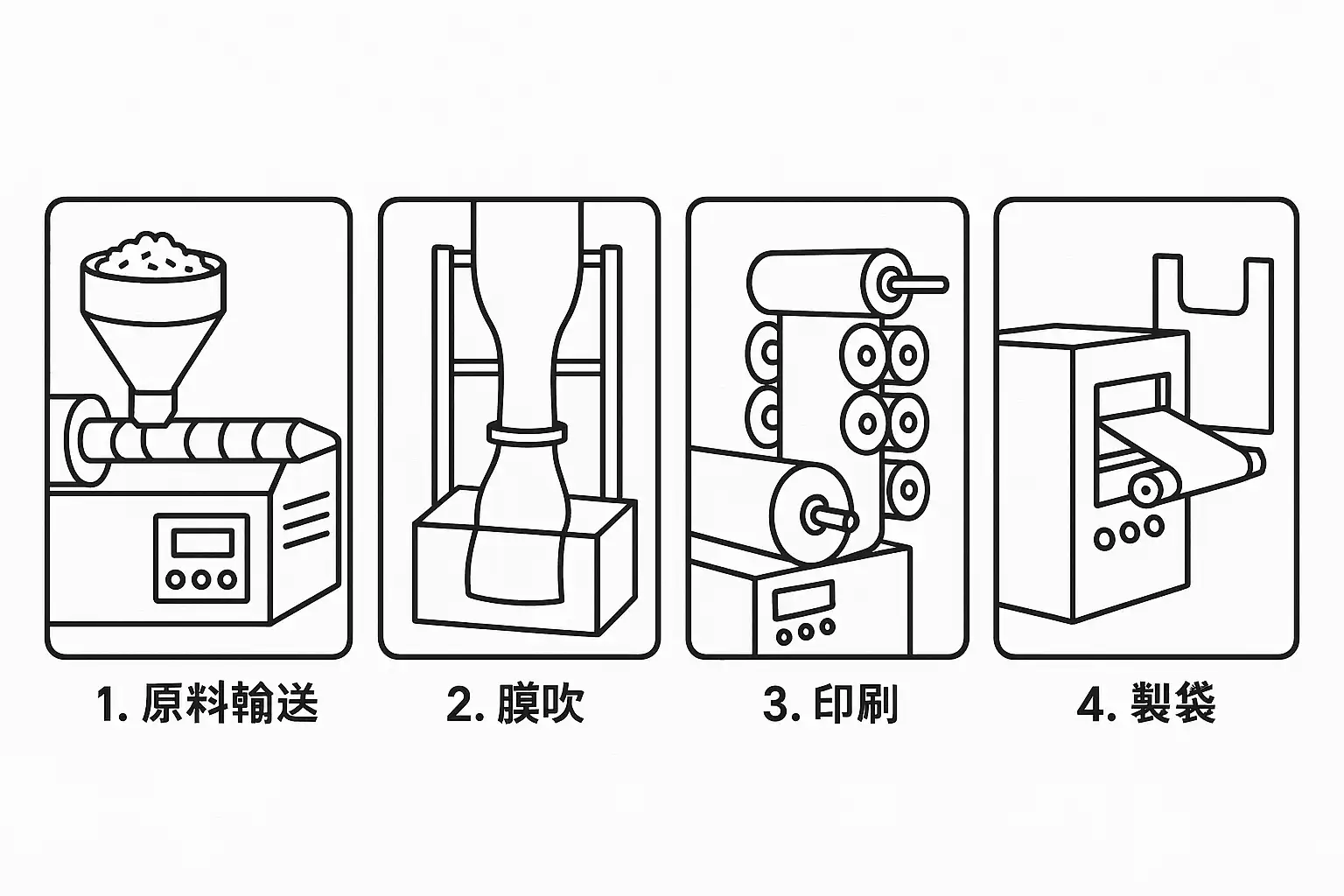
塑料袋生产工序主要包括1、原材料准备;2、吹膜成型;3、印刷加工;4、制袋裁切;5、质量检测与包装。要提高生产效率,关键在于流程优化与管理数字化,其中采用简道云生产管理系统实现信息化管理,是提升效率的有效手段。例如,通过简道云系统,可以自动跟踪订单进度、实时分配任务,并分析产能瓶颈,大大减少人工沟通和数据误差,提高整体协同效率。本文将详细解析每道工序的步骤与注意事项,并深入探讨如何结合现代数字化工具优化塑料袋生产流程,帮助企业降低成本、提升竞争力。
《塑料袋生产工序详解,如何提高生产效率?》
一、原材料准备
核心步骤:
- 材料选择:聚乙烯(PE)、聚丙烯(PP)等主流原料
- 原料检测:水分含量检测、杂质筛查
- 预处理:均匀混合色母粒和助剂
| 步骤 | 说明 |
|---|---|
| 原材料采购 | 与合格供应商签订合同,确保质量 |
| 材料检验 | 入库前进行抽样检测 |
| 配方混合 | 按产品要求精确计量主料与添加剂 |
详细解释: 原材料品质直接决定了塑料袋的物理性能和外观质量。采购时应选择信誉良好且资质齐全的供应商,确保批次稳定性。入库后通过水分测定仪和筛网过滤器进行杂质和含水率检测。不合格批次需隔离返工或退货。在配方阶段,根据产品规格添加色母粒、防静电剂等助剂,保证下游吹膜环节顺利进行。
二、吹膜成型
流程要点:
- 热熔挤出
- 吹胀成型
- 薄膜冷却收卷
| 工序 | 操作重点 |
|---|---|
| 加热挤出 | 控制温度区间(150~220°C),防止分解或结块 |
| 吹胀拉伸 | 调整气流和拉伸倍率,控制薄膜厚度均匀 |
| 冷却收卷 | 风环冷却,下收卷张力一致,避免褶皱或破损 |
详细说明: 吹膜机的操作技术是影响薄膜质量的核心点,包括螺杆转速、温区设定及风环冷却强度等。自动化设备可精准控制各项参数,但仍需经验丰富的操作员实时监控调整。例如,不同规格产品对厚度公差要求不同,需要微调气压和牵引速度。此外设备保养到位能有效防止故障停机,提高设备利用率。
三、印刷加工
具体步骤:
- 制版设计与安装
- 墨辊加墨及调试
- 印刷压力/速度设定
- 干燥/复卷
| 步骤 | 关键控制点 |
|---|---|
| 制版 | 高精度制版减少套印误差 |
| 上机调试 | 控墨、水辊间隙调整 |
| 实际印刷 | 控制走纸张力、防止拉伸变形 |
详细说明及案例分析: 彩印要求高精度套准,对油墨黏度和干燥速度有较高要求。采用柔版或凹版印刷机可实现多色快速印刷,大大提升产效。如某企业通过升级为自动上墨系统,将换色时间缩短30%,有效缓解瓶颈。此外良好的废品管理体系也能降低损耗,提高整体合格率。
四、制袋裁切
- 薄膜折叠定位
- 热切/冷切(按型号不同选用)
- 底封/边封焊接
- 成品堆叠打包
表格展示:
| 流程 | 技术要点 |
|---|---|
| 定位折叠 | 确保裁切对齐误差<0.5mm |
| 焊接封口 | 温控精准防止过焊或假焊 |
| 裁切成型 | 刀模锋利一致,减少毛刺边角 |
详细解释: 制袋环节是最终决定产品尺寸精度与密封性能的重要工序。热切时如温控不准易造成虚焊或焦糊,因此设备应具备智能温控模块并定期校准。同时针对异形袋,还需定制刀模,以适应多样化市场需求。自动堆叠装置可减少人工干预,加快包装速度。
五、质量检测与包装
关键流程包含:
- 外观检查(厚薄/光洁度/杂质)
- 尺寸测量(长宽厚公差)
- 拉力测试/密封性测试
- 合格品打包入库
表格:
| 检测内容 | 标准参数 | 工艺改进措施 |
|---|---|---|
| 厚薄 | ±5% | 自动在线测厚仪 |
| 拉伸强度 | ≥客户标准 | 原材料优化+工艺参数调整 |
| 密封性 | 无漏气 | 精细调整热封参数 |
详细说明: 现代塑料袋厂积极引进在线测厚仪及CCD视觉检测系统,实现对每米薄膜全幅扫描,有效杜绝漏检死角。在密封性测试方面,可采用正压充气法快速排查微漏,提高终端用户满意度。此外,根据市场反馈及时调整参数,实现闭环改进。
六、高效生产的管理策略——数字化赋能
提升生产效率不仅靠设备,还需科学管理与信息化支持。目前先进企业普遍采用如“简道云生产管理系统”,其具备以下优势:
列表:
- 实时订单追踪——避免滞单延误。
- 自动排产调度——合理分配人机资源。
- 数据驱动决策——报表分析发现瓶颈环节。
- 过程透明协同——部门间高效沟通配合。
- 异常智能预警——及时响应异常状况。
具体应用场景举例: 某中型塑料包装厂通过部署简道云系统,将“订单录入—物资领用—车间派工—质检入库”全流程线上串联,并设置移动端扫码功能,实现每一批次状态实时更新。结果显示,平均交付周期缩短22%,人工统计错误率下降90%。
官网地址:https://s.fanruan.com/aqhmk
七、行业难题与持续改进建议
主要挑战包括:
- 人才技术不均衡——熟练技师缺乏导致波动;
- 老旧设备限制产能;
- 市场订单波动大,对柔性制造提出更高要求;
- 环保法规日益严格,需要绿色升级
建议:
- 加强员工培训,引进技能人才;
- 更新自动化装备,如在线监测&智能物流;
- 积极应用精益生产理念+信息化工具;
- 提前布局环保可降解新材研发,占领市场先机;
总结 塑料袋生产从原材料到成品经历多重复杂工序,各节点紧密协作方能保障品质与效率。“数字化+自动化”将成为未来核心驱动力。推荐企业优先构建完善的信息平台,如采纳简道云生产管理系统模板,不仅能够解决现场混乱无章,还为后续扩展MES/WMS等高级应用奠定基础。如您有实际需求,可参照我们公司在用的模板,自取自定义编辑使用:https://s.fanruan.com/aqhmk
精品问答:
塑料袋生产工序包括哪些主要步骤?
我对塑料袋的生产流程不是很了解,能具体说说塑料袋生产工序包括哪些主要步骤吗?每个步骤是如何衔接的?
塑料袋生产工序主要包括原料准备、挤出成膜、印刷、制袋和包装五个步骤。具体流程如下:
- 原料准备:聚乙烯(PE)颗粒为主,配合助剂进行混合。
- 挤出成膜:通过挤出机加热熔融PE颗粒,拉伸形成薄膜。
- 印刷:采用柔版印刷技术在薄膜表面印制图案。
- 制袋:通过热封切割设备将薄膜加工成不同规格的塑料袋。
- 包装:将成品塑料袋按要求折叠、计数后包装入箱。
该流程各环节衔接紧密,确保生产效率和产品质量。
如何通过优化挤出成膜环节提高塑料袋生产效率?
我听说挤出成膜是塑料袋生产中非常关键的一步,我想知道如何优化这个环节来提升整体生产效率?有没有什么具体技术或者案例可以参考?
优化挤出成膜环节能显著提升塑料袋生产效率,关键措施包括:
- 提高挤出机螺杆转速和温度控制精度,实现稳定熔融状态;
- 使用自动张力控制系统,保证薄膜厚度均匀;
- 应用在线厚度测量仪器,实时调整参数;
案例:某企业通过引入自动张力控制后,薄膜厚度波动降低了30%,产能提升了20%。根据统计数据,合理控制温度在190℃~210℃范围内,可使熔体流动指数(MFI)保持最佳状态,提高产线稳定性。
哪些方法可以有效减少印刷过程中的废品率?
我注意到在塑料袋印刷过程中会产生不少废品,对企业来说是一笔不小的损失。我想了解有哪些有效的方法可以减少废品率,提高印刷质量?
减少印刷废品率的有效方法包括:
| 方法 | 描述 | 效果 |
|---|---|---|
| 定期校准柔版 | 保证版面图案清晰无偏差 | 废品率降低15% |
| 使用高品质油墨 | 提升附着力与耐磨性 | 印刷瑕疵减少20% |
| 自动张力与速度同步控制 | 避免薄膜跑偏和褶皱 | 保证图案一致性 |
此外,引入机器视觉检测系统可实现在线缺陷识别,及时调整参数,有效减少返工和浪费。
包装环节有哪些智能化改进措施帮助提高整体生产效率?
包装是塑料袋生产的最后一步,我想知道目前有哪些智能化设备或改进措施可以帮助我们提高包装速度和准确性,从而提升整体生产效率?
智能化包装改进措施包括:
- 自动计数与分拣系统,实现精准数量控制;
- 机器人自动折叠与装箱,提高作业速度及一致性;
- 条码/RFID追踪系统,实现全程产品追溯;
- 数据集成管理平台,通过实时监控包装线状态优化排产计划。
数据显示,引入机器人自动装箱后,包装速度提升40%,人力成本降低25%,同时错误率下降至0.5%以下,有助于显著提高整体生产效率。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212313/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号