挤压模具生产工序详解,挤压模具生产工序有哪些步骤?
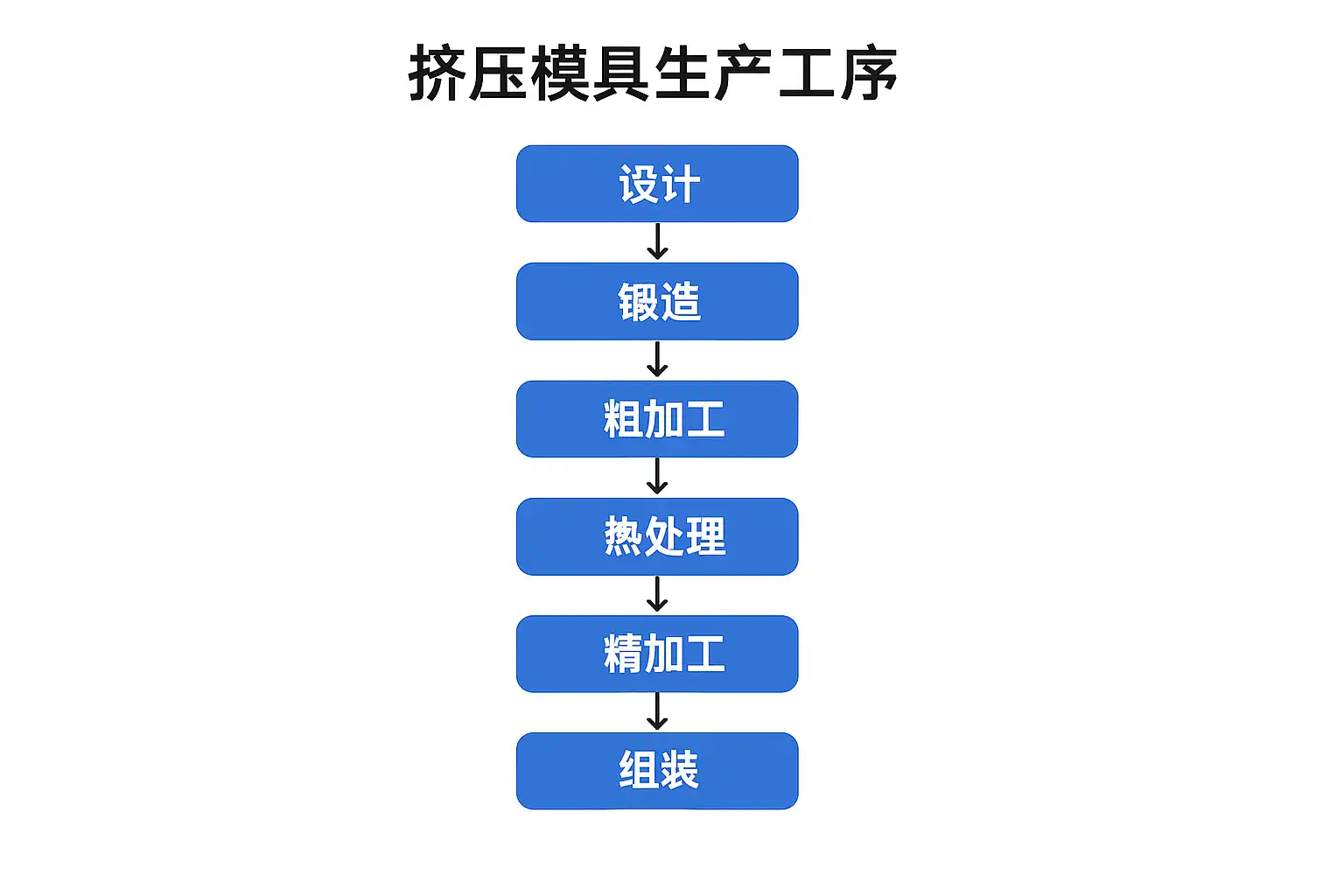
挤压模具的生产工序主要包括1、原材料准备与检验;2、模具设计与制图;3、粗加工与精加工;4、热处理工艺;5、组装调试与检验等关键流程。其中,热处理工艺是保障模具寿命和性能的核心环节。通过科学的热处理,可以显著提升模具材料的硬度和耐磨性,确保其在高温高压环境下稳定工作,从而减少故障发生率和更换频次。选择合适的热处理方式(如淬火、回火等),并严格控制加热和冷却过程,是现代挤压模具制造企业提升产品质量的重要保障。
《挤压模具生产工序详解,挤压模具生产工序有哪些步骤?》
一、原材料准备与检验
优质的原材料是制造高性能挤压模具的基础。该环节不仅涉及材料的采购,还包括对来料进行严格检测,确保其化学成分及物理性能符合标准。
- 原材料采购:多为优质合金钢(如H13、SKD61等),要求具有良好的耐热性和韧性。
- 材料检验步骤:
- 化学成分分析(光谱分析仪)
- 外观及表面缺陷检测
- 超声波探伤检查内部缺陷
- 材料入库及编号管理
| 步骤 | 内容描述 | 检查工具 |
|---|---|---|
| 材料采购 | 合金钢棒材/锭材 | —— |
| 成分检测 | 确认化学组成 | 光谱分析仪 |
| 表面检查 | 查裂纹/夹杂 | 肉眼/显微镜 |
| 超声波探伤 | 内部气孔/裂纹 | 超声波探伤仪 |
二、模具设计与制图
科学合理的设计是保证挤压效率与产品质量的重要前提。现代企业普遍采用CAD/CAM技术辅助设计,结合CAE模拟分析优化结构。
- 工艺流程:
- 根据产品断面及用途选择模具类型(平面分流式、多孔式等)
- 制定初步方案并进行结构细化
- 使用CAD软件绘制二维/三维图纸
- 利用CAE软件模拟金属流动,优化流道结构、防止死区和过度磨损
- 审核批准后进入制造阶段
列表说明:
- 初步方案制定——基于客户需求及设备条件选型;
- 图纸绘制——精确尺寸、公差标注;
- 模流分析——预测潜在缺陷,调整设计参数;
- 最终审核归档。
三、粗加工与精加工
该阶段通过数控机床对毛坯进行车削、铣削等初步成型,并在后续采用磨削、电火花等方法实现高精度要求。
-
粗加工(预加工)内容:
-
外形预车削,实现近似轮廓
-
钻孔开槽,为后续组装做准备
-
粗铣流道雏形
-
精加工内容:
-
精密车削,保证尺寸公差
-
CNC高速铣削复杂结构
-
放电加工微细部位(如针孔、小槽)
-
表面抛光提高光洁度
表格:
| 加工阶段 | 加工方法 | 工艺目标 |
|---|---|---|
| 粗加工 | 普通车床/铣床 | 雏形轮廓 |
| 精加工 | CNC/磨削/EDM | 高精度、高光洁度 |
| 抛光 | 人工+机械抛光 | 去除微小瑕疵 |
四、热处理工艺
热处理是决定模具最终力学性能和使用寿命的重要一环,需根据不同钢种选择合理流程。
主要步骤如下:
- 加热升温:按照设定曲线使整体均匀受热;
- 保温阶段:保持一定时间确保组织转变;
- 淬火冷却:迅速冷却获得马氏体,提高硬度;
- 回火去应力:降低内应力,提高韧性防止开裂;
详细说明:
以H13钢为例,其典型热处理制度为1050℃加热保温后油淬,然后560600℃回火两次。经此流程后,可获得5054HRC硬度,以及良好的抗冲击韧性。这对于承受周期高温压力冲击的挤压模尤为关键,不仅提升了使用寿命,还能保持型腔尺寸稳定,有效减少废品率。
五、组装调试与检验
单件制造完成后需进行科学组装,并经过试运行或模拟操作验证功能完整性。
步骤如下:
- 零部件清理去油污杂质;
- 按图纸顺序装配各部分(型芯、型壳、定位套等);
- 检查配合间隙及活动灵活性,如有干涉及时修正;
- 利用测量工具全尺寸复核,并留存数据记录;
列表说明:
- 静态检测:利用卡尺、高度规测量关键尺寸。
- 动态试装:安装至试机台检测实际工作状况。
- 缺陷修正:发现啮合不良及时打磨调整。
- 性能评估:结合实际生产样件反馈调优。
六、常见问题及解决措施
在实际操作中,经常会遇到一些影响质量和效率的问题,需要通过经验积累和技术手段综合解决。
常见问题举例:
- 模腔开裂——原因多为局部应力集中或材料质量不达标,可通过优化结构和强化热处理规避。
- 流道堵塞——通常因残渣积聚或流道设计不畅,引入CAE模拟提前排查可有效防范。
- 定位失准——装配公差未达要求或零件磨损严重,应加强过程控制并定期维护。
表格示例:
| 问题类型 | 成因分析 | 对策建议 |
|---|---|---|
| 开裂 | 局部受力过大 | 改进结构+增强回火 |
| 堵塞 | 流道死角积渣 | 优化CAE+定期清理 |
| 定位失准 | 安装误差/磨损 | 提高公差管控+周期更换零件 |
七、新技术应用趋势
随着智能制造技术发展,挤压模具行业也逐步向自动化和信息化方向升级。例如引入MES系统数字管理生产进程,以及利用增材制造实现复杂内冷结构一体成型,大幅缩短研发周期,提高一致性。此外,“简道云”这类低代码平台也被越来越多企业用于自定义生产管理系统,实现订单追踪、库存管理以及质量追溯全流程数字化,大幅提升协同效率。
【简道云官网地址】:https://s.fanruan.com/aqhmk
八、小结与建议
综上所述,挤压模具从原材料到最终出厂需经历严密且科学的一系列流程,其中每一步对最终产品品质影响深远。企业应高度重视原料筛选把关,加强CAD/CAM辅助设计能力,同时不断优化加工装备条件并完善质控体系。此外,应积极拥抱数字化转型,引入类似简道云这样可自定义编辑、自主搭建的生产管理系统,实现从订单到发货全链路透明可控,从而持续提升竞争力。如果你想进一步改进自己的生产管理模式,可以参考我们公司自用的简道云模板,不仅支持直接套用,也能根据自身特点灵活调整,非常实用可靠:https://s.fanruan.com/aqhmk
精品问答:
挤压模具生产工序有哪些主要步骤?
我最近对挤压模具的制造过程很感兴趣,想了解整个生产工序是怎样安排的?具体包括哪些关键步骤?
挤压模具生产工序主要包括以下几个关键步骤:
- 设计阶段:根据产品需求进行模具结构和材料设计。
- 材料准备:选择高强度合金钢,保证模具耐磨性。
- 粗加工:通过数控铣床和车床进行初步成形。
- 精加工:采用电火花加工(EDM)和研磨技术提升尺寸精度。
- 热处理:通过淬火和回火增强模具硬度与韧性。
- 装配调试:组装各零部件并检测功能是否正常。
- 试模验证:进行试生产检验成品质量,确保满足设计要求。
此工序流程保证了挤压模具的高精度和耐用性。
如何通过热处理提升挤压模具的性能?
我知道热处理对金属材料性能影响很大,但具体在挤压模具生产中,热处理是如何改善性能的?有什么典型案例吗?
热处理是提升挤压模具性能的重要环节,包括淬火和回火两个阶段。淬火使钢材快速冷却,形成马氏体组织,提高硬度至55-60HRC;回火则缓解内应力,增强韧性避免脆裂。例如某汽车零部件用挤压模,通过热处理后使用寿命提升30%,显著降低了维修频率。数据表明,经热处理后的模具硬度提高了约20%,耐磨性能提升25%以上。
数控加工技术在挤压模具中的应用有哪些优势?
我听说现代挤压模具大量采用数控机床加工,这种技术具体带来了哪些好处?能不能举个简单易懂的例子说明?
数控加工技术在挤压模具制造中具有高精度、高效率和自动化程度高的优势。它能实现复杂曲面的精准切削,误差控制在±0.01mm以内。例如,在制作汽车发动机缸体用挤压模时,数控铣床可以快速完成复杂腔体加工,相较传统手工削减50%的工时,同时提高尺寸一致性,有效降低返工率,提高产量。
为什么试模验证是确保挤压模具质量的重要环节?
我一直不太理解为什么要专门做试模验证,这一步对最终产品质量真的有那么大影响吗?具体验证哪些方面呢?
试模验证是检验挤压模具设计与制造是否符合实际生产需求的重要步骤。通过试生产,可以检测成品尺寸、表面质量及材料致密度等指标是否达标。常见检查项目包括:
| 验证内容 | 检测方法 | 标准要求 |
|---|---|---|
| 尺寸精度 | 三坐标测量仪 | ±0.05mm |
| 表面光洁度 | 表面粗糙度仪 | Ra≤0.8μm |
| 力学性能 | 拉伸测试机 | 满足设计强度 |
若发现问题,可及时调整设计或加工参数,从而避免批量生产中的重大缺陷,保障产品质量稳定。数据显示,完善的试模流程能将次品率降低40%以上。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212559/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号