锻压设备生产工序详解,关键步骤有哪些?
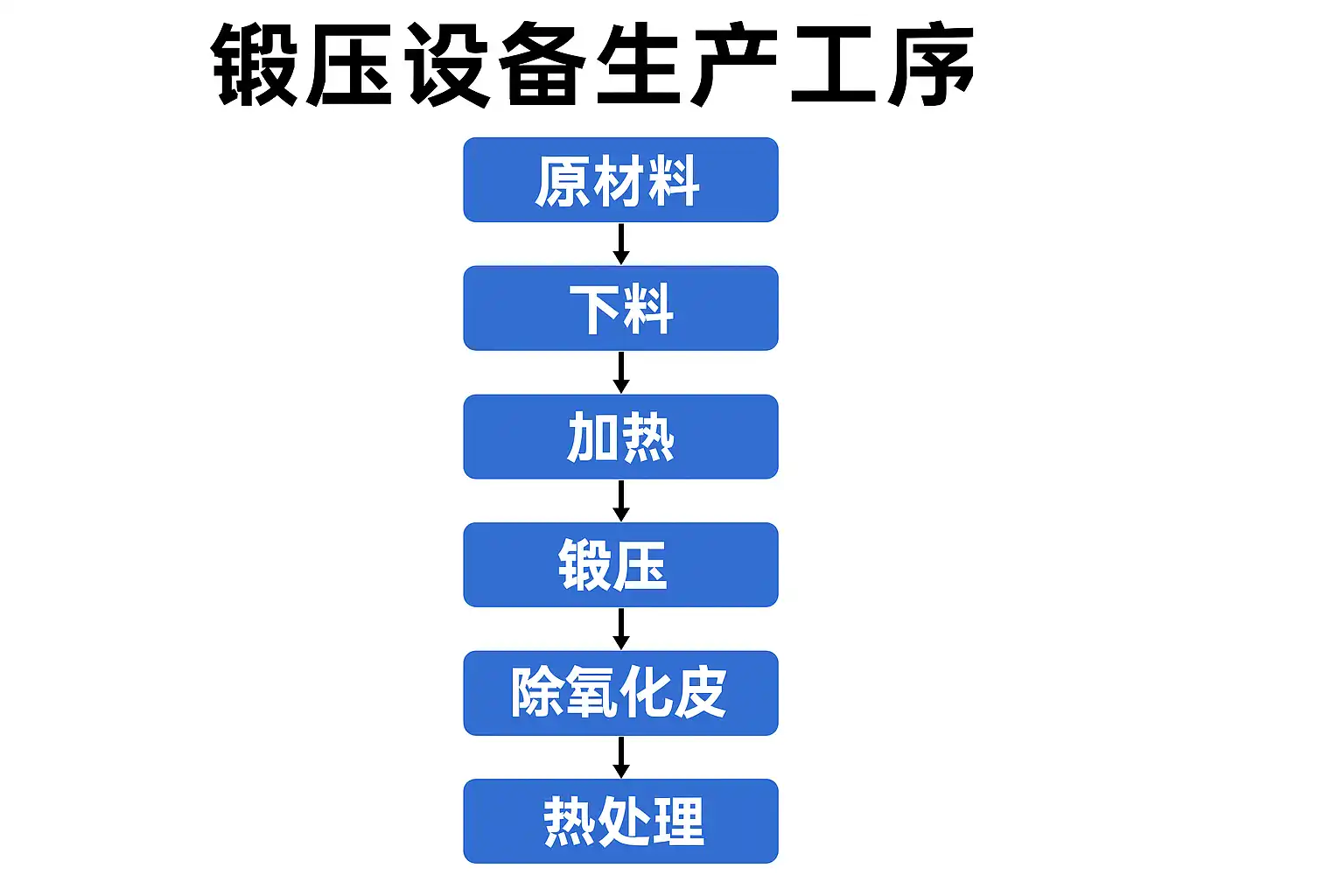
锻压设备生产工序包括1、原材料准备;2、锻造成形;3、热处理;4、机械加工;5、装配调试;6、质量检验与包装等关键步骤。在所有环节中,锻造成形是最具决定性的步骤,它通过金属塑性变形,赋予工件所需的结构强度和形状,是实现高性能锻件的基础。锻造过程中,设备参数、温度控制和工艺流程直接影响产品性能和后续加工质量,任何偏差都可能导致材料性能不足或形状不合格。因此,锻造成形的过程管理和技术优化对于生产高精度、高强度的锻压产品至关重要。
《锻压设备生产工序详解,关键步骤有哪些?》
一、原材料准备
在锻压设备的生产工序中,原材料的准备是基础环节。它直接关系到后续工序的顺利进行和最终产品的质量表现。
原材料准备主要包括以下几个步骤:
| 步骤 | 说明 | 关键要点 |
|---|---|---|
| 材料选择 | 按产品要求选用合适的金属材料(钢、铝等) | 成分、纯度、规格 |
| 材料检验 | 对材料进行外观、尺寸、化学成分等检测 | 材料证书、检测报告 |
| 下料切割 | 根据锻件尺寸,将原材料切割成合适坯料 | 精度、表面质量 |
| 表面处理 | 去除氧化皮、锈蚀等表面杂质 | 清理、除油、除锈 |
| 标识管理 | 对材料进行编号、批次管理,方便追溯 | 唯一码、批次标识 |
背景说明 原材料的选择与处理直接决定了锻件的物理性能。典型的锻压产品多采用合金钢、不锈钢等高性能材料,材料的纯度、均匀性和尺寸一致性影响锻造工艺的实施。原材料的检验和标识管理则有助于质量追溯,为后续的质量控制与问题追根溯源提供保障。
二、锻造成形
锻造成形是锻压设备生产中最核心的工序,决定了产品的结构强度和几何精度。
锻造成形工艺流程:
| 步骤 | 工艺说明 | 技术要点 |
|---|---|---|
| 预热坯料 | 用加热设备将金属坯料加热至设定温度 | 均匀加热、防止过烧 |
| 模具准备 | 检查模具状态,涂覆润滑层 | 模具清洁、润滑 |
| 锻造操作 | 使用锻压机或锤锻机对金属坯料进行成形 | 压力、速度、温度控制 |
| 冷却处理 | 控制锻件的冷却速率,防止内应力及裂纹 | 冷却方式与速率 |
| 模具维护 | 生产结束后及时清理、维护模具 | 定期检查、修复 |
详细说明:锻造成形的技术要点 锻造成形需根据产品规格选择自由锻、模锻或闭式锻造等不同方式。工艺参数如温度、压力和变形速度对材料流动性和组织性能影响极大。比如,温度过高易导致晶粒粗大,过低则可能产生裂纹。模具的设计和维护是保证锻造精度的关键。现代锻造企业普遍采用自动化、智能化的锻造设备,实现参数实时监控与闭环控制,以提高生产效率和产品一致性。
三、热处理工序
热处理是锻压设备生产中提升材料性能的重要环节,通常包括正火、回火、淬火等工艺。
热处理主要流程与作用:
| 热处理工艺 | 主要目的 | 工艺参数 | 影响因素 |
|---|---|---|---|
| 正火 | 改善组织、细化晶粒 | 加热温度、保温时间 | 材料成分、工件尺寸 |
| 回火 | 消除应力、提升韧性 | 温度、时间 | 锻件类型、要求 |
| 淬火 | 增加硬度、强度 | 急冷介质、温度 | 淬火介质、冷却速率 |
| 时效 | 稳定性能、组织转变 | 温度、时间 | 材料种类、工艺路线 |
背景说明 热处理工艺改善了锻件的力学性能和使用寿命。比如发动机曲轴、齿轮等关键零件,需通过多道热处理工序达到高强度、高韧性的要求。工艺参数需根据材料类别和产品用途精确设定,采用自动化热处理线和过程监控系统可有效提升一致性与效率。
四、机械加工工序
机械加工是将锻造后的毛坯进一步加工成精确尺寸和复杂形状的重要步骤。
机械加工主要流程:
| 加工项目 | 工艺设备 | 关键技术点 | 质量控制措施 |
|---|---|---|---|
| 粗加工 | 车床、铣床 | 去除多余材料 | 外形尺寸初检 |
| 精加工 | 数控机床 | 高精度切削 | 表面粗糙度检测 |
| 钻孔/攻丝 | 钻床、攻丝机 | 孔位、螺纹精度 | 孔距、螺距检验 |
| 表面处理 | 抛光、喷砂 | 表面光洁度 | 视觉检查、硬度测试 |
| 检测装夹 | 三坐标测量仪 | 关键尺寸测量 | 数据记录、分析 |
背景说明 机械加工环节的精度直接关系到锻件的装配性能和最终应用效果。采用数控加工设备可实现复杂曲面和高精度加工,三坐标测量仪等自动检测设备可实时反馈加工质量,降低返工率。企业常用生产管理系统(如简道云生产管理系统)来集成工艺参数、设备状态和质量数据,实现生产过程透明化和数据驱动管理。
五、装配调试工序
装配调试工序将各加工部件组装成完整锻压设备,并进行功能测试和性能调校。
装配调试流程:
| 步骤 | 工艺说明 | 管理要点 |
|---|---|---|
| 部件清点 | 按照装配单核对所有零部件 | 数量、型号、状态检查 |
| 部件预装 | 初步组装检测部件匹配性 | 位置、配合间隙 |
| 整机装配 | 按工艺流程完成全部部件组装 | 过程监控、规范操作 |
| 初步调试 | 通电/通气测试基本功能 | 安全、性能初检 |
| 精细调校 | 调节参数达到设计要求 | 参数记录、数据分析 |
| 完整测试 | 按标准操作流程进行全面检测 | 性能、稳定性、耐久性 |
背景说明 装配调试保证锻压设备能正常运行和满足生产要求。现代装配车间采用流水线作业与模块化装配,配合精细调试和数据记录,实现高效率和高一致性的设备交付。装配过程的数字化管理有助于提升透明度和可追溯性。
六、质量检验与包装工序
质量检验与包装是锻压设备生产的最后一道工序,确保产品符合标准并安全交付给客户。
检验与包装流程及要点:
| 检验项目 | 检验方式 | 标准依据 | 问题处理措施 |
|---|---|---|---|
| 外观检查 | 目视、手感 | 国家/行业标准 | 返工、修复 |
| 尺寸测量 | 工具、仪器测量 | 工艺图纸、标准件 | 记录、分析、整改 |
| 性能测试 | 运行测试、负载测试 | 技术规范、客户需求 | 调校、升级 |
| 包装防护 | 防锈、防震包装 | 包装方案、运输标准 | 加固、标签、说明书 |
| 出厂检验 | 综合记录审核 | 产品合格证、质保书 | 归档、数据留存 |
背景说明 高质量的检验流程能有效杜绝不合格品流出,提高客户满意度。包装工序除传统防护外,还关注物流安全和信息标识。部分企业采用条码/RFID技术实现产品追踪,保证包装和交付的高效无误。
七、锻压设备生产关键步骤比较与管理优化
关键步骤对比表:
| 生产工序 | 主要目标 | 技术难点 | 管理优化措施 |
|---|---|---|---|
| 原材料准备 | 确保材料质量 | 材料采购与检验 | 批次追溯、供应链管理 |
| 锻造成形 | 结构/强度成型 | 温度、压力控制 | 自动化设备、过程监控 |
| 热处理 | 性能提升 | 温度均匀、工艺一致 | 自动化热处理线、参数记录 |
| 机械加工 | 精度加工 | 刀具选择、尺寸精度 | 数控设备、在线检测 |
| 装配调试 | 功能实现 | 部件匹配、参数调校 | 流程规范、数据分析 |
| 检验包装 | 质量交付 | 标准一致、物流安全 | 标准化检验、数字包装 |
背景说明 每个工序都有独特的技术和管理难点。企业通常采用生产管理系统(如简道云生产管理系统)实现流程数字化、数据可视化和任务协同,极大提升生产效率和产品质量。系统的自动化管理能力支持生产计划、工艺参数、质量记录等信息一体化,帮助企业构建智能化、精益化的生产体系。
八、智能化生产管理与数字化应用
随着智能制造和数字化管理的发展,锻压设备生产企业纷纷采用先进的生产管理系统来优化工艺流程、提升效率。
简道云生产管理系统应用优势:
| 功能模块 | 主要作用 | 应用效果 |
|---|---|---|
| 生产计划 | 工单排程、进度管理 | 提高响应速度、降低库存 |
| 工艺流程管理 | 工序表、参数设置 | 工艺标准化、流程透明 |
| 质量追溯 | 检验记录、批次追踪 | 降低质量风险、提升可追溯性 |
| 设备管理 | 保养、维修提醒 | 延长设备寿命、减少故障停机 |
| 数据分析 | 生产数据可视化 | 支持决策、持续优化 |
| 协同办公 | 任务分配、流程审批 | 提升沟通效率、实现无纸化办公 |
实例说明 某锻造企业应用简道云生产管理系统后,实现了实时工单管理、设备运行监控和质量数据自动采集。原本人工统计的生产报表变为自动生成,工序异常能及时预警,返工率下降20%,生产效率提升15%。系统的自定义模板支持不同工艺需求,适应多品种、小批量、定制化生产场景。
九、工序优化与持续改进建议
要实现锻压设备生产的高质量和高效率,企业应积极推动工序优化和持续改进:
- 推进自动化与智能化设备应用,减少人工误差;
- 建立完善的工艺标准和质量管控体系,实现全流程追溯;
- 利用生产管理系统(如简道云)整合工序数据,提升信息化水平;
- 定期开展技能培训,提高员工实操能力和质量意识;
- 实现精益生产管理,持续发现和消除浪费,优化生产布局。
行动建议 对于锻压设备生产企业,推荐从原材料采购到成品交付全流程导入数字化管理工具,结合智能检测和自动化设备,提升整体竞争力。持续关注新技术、新材料和新工艺发展,保持行业领先水平。
总结
锻压设备生产工序涉及原材料准备、锻造成形、热处理、机械加工、装配调试、质量检验与包装等多个关键步骤。每一环节均有其技术和管理难点,需通过工艺优化和智能化管理系统辅助提升。企业应用如简道云生产管理系统,可实现流程透明、数据驱动和持续改进。建议企业全面推进自动化与数字化转型,构建高效、安全、可持续发展的锻压设备生产体系。
最后推荐: 分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改: https://s.fanruan.com/aqhmk
精品问答:
锻压设备的生产工序包含哪些关键步骤?
我最近在了解锻压设备的生产流程,想弄清楚整个工序中有哪些关键步骤是必须要掌握的?尤其是每个步骤的重要性和顺序如何影响最终产品质量?
锻压设备的生产工序主要包含以下关键步骤:
- 原材料准备:选择合适的金属材料,确保成分和性能符合设计要求。
- 加热处理:通过加热使材料达到适合锻造的温度,通常在900-1200℃范围内。
- 锻造成形:利用锻压机进行塑性变形,形成所需的零件形状。
- 热处理加工:包括淬火、回火等工艺,提高零件的机械性能。
- 精加工:采用车削、铣削等方式进行尺寸和表面质量的提升。
- 检验与质量控制:通过无损检测、尺寸测量等手段确保产品质量。
按照以上流程执行,能够有效保证锻压设备的性能和使用寿命。
锻压设备生产中加热处理为什么至关重要?
我对锻压设备的加热处理步骤很感兴趣,想知道加热处理在整个生产工序中起到什么核心作用?如果加热不当会带来哪些影响?
加热处理是锻压设备生产中的关键步骤,其作用主要包括:
- 提高材料的塑性,使金属在锻造时更容易变形,减少裂纹和缺陷产生。
- 调整材料内部的组织结构,促进晶粒细化,提升机械性能。
案例说明:例如钢材加热至约1100℃时,奥氏体相变使材料变软,便于锻造加工。
数据表明,适宜的加热温度范围(900-1200℃)可使锻件强度提升15%以上,同时减少10%的加工缺陷率。
加热不当可能导致材料过烧或加热不足,造成锻件脆性增加或变形不均匀,严重影响产品质量。
如何通过检验与质量控制确保锻压设备的生产质量?
作为一个对锻压设备质量控制比较关注的人,我想了解生产过程中具体采取了哪些检验和质量控制措施?这些措施如何保证最终产品符合标准?
锻压设备生产中的检验与质量控制主要包括以下措施:
| 检验阶段 | 主要方法 | 作用说明 |
|---|---|---|
| 原材料检验 | 化学成分分析、硬度测试 | 确保材料符合设计指标 |
| 尺寸检验 | 3D扫描、卡尺测量 | 保证零件尺寸精度 |
| 无损检测 | 超声波检测、磁粉检测 | 发现内部或表面缺陷 |
| 机械性能测试 | 拉伸试验、冲击试验 | 验证材料强度和韧性 |
通过上述多层次检验,结合统计过程控制(SPC)技术,能够将产品合格率提升至98%以上,显著降低返工和报废率,确保锻压设备的稳定性能和安全性。
锻压设备生产工序中精加工的作用是什么?
我在学习锻压设备生产流程时,发现精加工是最后一个步骤,但不太清楚它具体有什么作用?为什么不能直接使用锻造后的零件?
精加工在锻压设备生产工序中起到以下重要作用:
- 提高零件的尺寸精度,确保与其他部件的配合达到设计要求。
- 改善表面质量,降低摩擦系数,延长设备使用寿命。
- 消除锻造过程中可能存在的表面缺陷和应力集中。
案例:一台锻压机的关键轴经过精加工后,尺寸公差控制在±0.01mm,提高了机械传动的稳定性。
数据显示,经过精加工的零件其疲劳寿命平均提高20%,有效防止设备早期失效。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/337697/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号