波纹管生产工序流程详解,波纹管生产工序有哪些步骤?
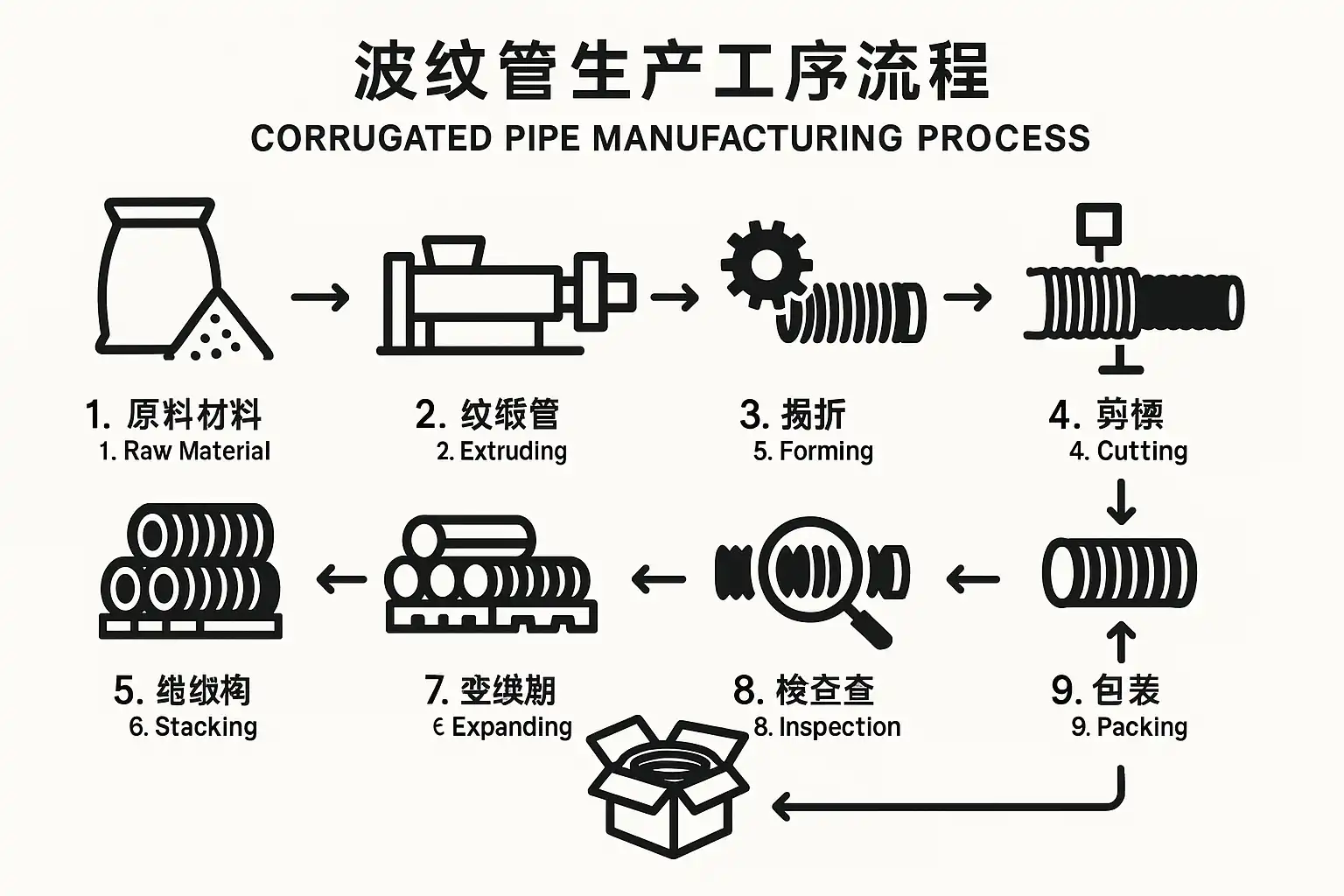
波纹管生产工序主要包括1、原材料准备;2、挤出成型;3、波纹成型;4、冷却定型;5、切割与收卷;6、质量检验;7、包装与入库等步骤。其中,挤出成型是波纹管生产过程中极为关键的环节,直接决定了产品的尺寸精度、物理性能和后续工艺的顺利进行。挤出成型通过挤出机将塑料原料加热熔融并连续挤出,形成管状坯料,为波纹的最终塑形和定型奠定基础。本文将对上述各个环节进行详细说明,并通过表格、流程分析和实例阐述其重要性及操作要点,帮助企业和工程师全面掌握波纹管生产的标准流程与质量管控方法。
《波纹管生产工序流程详解,波纹管生产工序有哪些步骤?》
一、原材料准备
原材料的选用与处理是波纹管生产的首要环节,决定了管材的物理性能和后续工艺的稳定性。常见波纹管原材料包括聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等。
| 原材料类型 | 主要性能 | 适用范围 | 预处理要求 |
|---|---|---|---|
| PE | 柔韧性好,耐腐蚀 | 建筑、电气套管、排水 | 需烘干、筛除杂质 |
| PP | 耐高温,机械强度高 | 汽车、工业配管 | 烘干、混合助剂 |
| PVC | 耐化学性、阻燃性 | 电缆护套、通风管 | 加稳定剂、粉碎 |
- 原材料预处理流程:
- 材料验收与检测(外观、含水率等)
- 材料烘干与除湿
- 材料称重与配比
- 添加助剂(如抗氧化剂、着色剂)
- 输送至料斗待用
说明:原材料的水分含量会直接影响波纹管的外观和力学性能,过多水分易导致气泡、孔洞,因此高效烘干和筛选环节不可或缺。
二、挤出成型
挤出成型是波纹管生产的核心技术环节,决定了管材的连续性、均匀性和初始尺寸。
| 步骤 | 设备 | 关键监控点 | 影响因素 |
|---|---|---|---|
| 原料加料 | 自动供料系统 | 投料均匀 | 材料粒径、配比 |
| 熔融塑化 | 挤出机螺杆 | 温度、压力 | 加热段温控 |
| 挤出管坯 | 模头 | 管坯厚度 | 螺杆转速、模头结构 |
| 初步冷却 | 水槽/风冷 | 冷却速度 | 水温、水流速 |
- 挤出机参数调节:
- 挤出温度(一般为150~200℃,视材料而定)
- 螺杆转速(影响产能与壁厚一致性)
- 模头压力(关系到管坯密度和均匀性)
背景说明:高品质波纹管需保证挤出过程管坯无断裂,无壁厚偏差。生产中需实时监控温度、压力等参数,避免因设备异常导致废品率上升。
三、波纹成型
波纹成型是波纹管区别于普通管材的关键环节,采用成型模具使管坯表面形成规则的波纹结构。
| 成型方式 | 设备 | 优缺点 | 适用规格 |
|---|---|---|---|
| 连续成型 | 波纹成型机 | 效率高,成本低 | 中小口径波纹管 |
| 间歇成型 | 模组成型机 | 精度高,灵活性强 | 大口径、特殊波形管 |
- 成型流程:
- 管坯进入波纹成型机
- 模具定型,形成波纹
- 模具同步运动,保证波纹连续性
- 管材自动牵引,进入冷却环节
实例说明:采用双层波纹成型技术可显著提高波纹管的环刚度和耐压性能,广泛应用于市政排水和电缆保护领域。
四、冷却定型
冷却定型环节确保波纹管尺寸稳定、机械性能达标。
| 冷却方式 | 设备 | 效果 | 适用管径 |
|---|---|---|---|
| 水冷 | 冷却槽 | 快速均匀 | ≤300mm |
| 风冷 | 风机、冷却架 | 节能环保 | ≥300mm |
| 混合冷却 | 复合系统 | 可控性强 | 定制规格 |
- 关键步骤:
- 管材进入冷却槽,温度迅速下降
- 水温需保持在10~20℃,保证冷却速度适中
- 冷却结束后需检测波纹完整性和尺寸精度
背景分析:冷却速度过快易导致管材内应力大,产生变形;过慢则影响生产效率。因此,冷却系统参数需根据管径和材料特性精细调整。
五、切割与收卷
成品波纹管需根据客户需求进行长度切割和收卷。
| 操作流程 | 设备 | 控制要点 | 适用产品 |
|---|---|---|---|
| 自动定长切割 | 切割机 | 长度误差≤1mm | 定尺管 |
| 连续收卷 | 收卷机 | 卷径一致 | 软管、小口径管 |
| 手动切割 | 手动工具 | 灵活性高 | 特殊规格 |
- 工作要点:
- 切割机自动识别管材长度,精准切割
- 切口需平整、无毛刺
- 收卷时需保证卷径一致,防止后续运输变形
实例说明:自动定长切割配合条码管理系统,可实现批次追溯,提高出厂产品的可管理性。
六、质量检验
质量检验环节确保每批波纹管符合国家或行业标准,保障产品性能和安全。
| 检验项目 | 标准要求 | 检验方法 | 频次 |
|---|---|---|---|
| 外观 | 无裂痕、无杂质 | 目视检查 | 每批 |
| 尺寸精度 | 壁厚±0.1mm | 卡尺测量 | 每根 |
| 环刚度 | ≥8kN/m²(视用途) | 专用测试仪 | 抽检 |
| 耐压性能 | 不渗漏 | 水压试验 | 抽检 |
| 材料成分 | 符合配方 | 光谱分析 | 定期 |
- 检验流程:
- 成品随机抽检
- 记录检验结果
- 不合格品隔离、返工或报废
- 检验数据入库管理系统
背景说明:高标准检验流程是企业赢得市场和客户信赖的关键。现代企业多采用自动化检验设备提升效率和准确性。
七、包装与入库
包装与入库环节保证波纹管在运输和储存过程中不受损伤,并便于后续发货管理。
| 包装方式 | 适用规格 | 特点 | 运输要求 |
|---|---|---|---|
| 薄膜缠绕 | 小口径管 | 防尘、防水 | 轻便 |
| 木箱包装 | 大口径管 | 抗冲击、防压 | 重载 |
| 捆扎带打包 | 任意规格 | 成本低 | 简易搬运 |
- 入库流程:
- 产品标签核对
- 批次录入库存管理系统
- 分类堆放,防止挤压变形
- 定期盘点库存
实例分析:采用信息化仓储管理系统可追溯每批波纹管的生产和流通环节,提高企业管理效率。
八、波纹管生产工序流程图与流程简述
波纹管生产标准流程图:
flowchart LRA[原材料准备] --> B[挤出成型]B --> C[波纹成型]C --> D[冷却定型]D --> E[切割与收卷]E --> F[质量检验]F --> G[包装与入库]流程简述:
- 原材料经筛选、烘干后,按配方送入挤出机。
- 挤出机加热、熔融原料,连续挤出管坯。
- 管坯通过波纹成型机塑造波纹结构。
- 成型后管材进入冷却系统,定型稳定。
- 按需自动切割定长,收卷或堆放。
- 成品经多项质量检验,确保符合标准。
- 检验合格后进行包装,入库管理系统登记。
九、波纹管生产工序控制与优化建议
关键控制点:
- 挤出温度与压力:确保塑化均匀,减少废品率
- 成型速度与模具同步:保证波纹连续性和尺寸精度
- 冷却参数调整:防止变形、内应力过大
- 自动化检测与数据记录:提升产品一致性
优化建议:
- 采用智能生产管理系统,实时监控设备参数与生产数据。
- 增加在线检测环节,及时发现并处理异常产品。
- 配置高效仓储管理系统,实现批次追溯与库存优化。
- 定期培训操作人员,提高生产与质检技能。
- 持续改进原材料供应链,确保原料质量稳定。
十、波纹管生产常见问题及解决方案
| 问题类型 | 现象描述 | 可能原因 | 解决措施 |
|---|---|---|---|
| 管材表面气泡 | 管壁有小孔、气泡 | 原料含水高,温控异常 | 加强烘干,优化温控 |
| 波纹不均匀 | 波峰、波谷尺寸不同 | 成型机同步失调 | 检修设备,优化速度 |
| 尺寸偏差大 | 长度、壁厚不一致 | 切割机精度低 | 调整切割设备 |
| 环刚度不足 | 管材易变形 | 材料配方不当,冷却不足 | 优化配方,调整冷却参数 |
解决建议:对生产中的异常现象,需结合数据监控和现场排查,迅速定位问题源头,采取针对性措施,避免批量不合格品流出。
十一、生产过程信息化管理——简道云生产管理系统应用实例
现代波纹管生产企业普遍采用信息化管理系统提升生产效率和质量管控。以简道云生产管理系统为例,其功能和优势如下:
| 功能模块 | 实现内容 | 应用价值 |
|---|---|---|
| 生产流程管理 | 全流程可视化、任务分配 | 提升生产效率,减少失误 |
| 质量追溯 | 自动记录检验数据、批次管理 | 产品可追溯,提升客户信任 |
| 设备监控 | 实时采集设备参数 | 预防故障,降低停机率 |
| 库存管理 | 入库、出库、盘点自动化 | 降低库存成本 |
| 数据分析 | 生产数据统计与分析 | 优化决策,提升管理水平 |
应用实例说明:某波纹管企业通过简道云生产管理系统,将原材料入库、生产过程、质量检验、成品入库等环节数据全部录入、关联,实现了生产进度实时跟踪、质量异常自动预警、库存动态管理,显著提升了整体运营效率,减少了因信息不畅造成的生产停滞和误差。
官网地址: https://s.fanruan.com/aqhmk
总结与建议
波纹管生产工序流程环环相扣,涵盖了原材料准备、挤出成型、波纹成型、冷却定型、切割收卷、质量检验、包装入库等多个关键环节。每一步都直接影响着成品的质量与性能。企业应重视生产过程的标准化与信息化建设,采用智能管理系统如简道云生产管理系统,实现生产流程的可视化、数据化和自动化,提升生产效率与产品质量。建议企业持续优化原材料供应、设备维护、人员培训和质量控制流程,定期分析生产数据,快速响应市场和客户需求,保持竞争力。
最后推荐:分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改: https://s.fanruan.com/aqhmk
精品问答:
波纹管生产工序流程有哪些具体步骤?
我最近接触波纹管的生产,对整个生产工序流程不太清楚,想知道从原材料到成品波纹管,具体都有哪些步骤?每个步骤的作用是什么?
波纹管生产工序流程主要包括以下几个步骤:
- 原材料准备:选择高质量聚乙烯(PE)或聚氯乙烯(PVC)颗粒,确保材料性能稳定。
- 挤出成型:通过挤出机将塑料颗粒加热融化,挤出成型为波纹管基本形状。
- 成型定型:采用模具和冷却系统,确保波纹管波纹形状准确且尺寸稳定。
- 切割:根据设计长度对波纹管进行精准切割。
- 检验包装:检测波纹管的物理性能和尺寸,合格后进行包装。 举例来说,采用高性能挤出机可以实现日产量提升30%,确保波纹管表面无缺陷,提升产品质量。
波纹管生产工序中挤出成型环节的关键技术是什么?
我对波纹管的挤出成型环节很感兴趣,想了解这个环节的关键技术点有哪些?如何保证波纹管的质量和生产效率?
波纹管挤出成型关键技术包括:
- 温度控制:精确控制挤出机料筒温度,保持材料均匀熔融,避免过热或未熔透。
- 模具设计:波纹模具须保证波纹的深度和间距,影响波纹管的柔韧性和强度。
- 冷却系统:采用水浴或风冷系统快速定型波纹管,防止变形。 例如,某企业通过优化模具设计和冷却速度,使波纹管的抗拉强度提升15%,同时产能提高20%。
波纹管生产工序中如何进行质量检测与控制?
我在了解波纹管生产时,发现质量检测很重要。想知道生产过程中有哪些质量检测方法?如何保证波纹管符合标准?
波纹管质量检测主要包括:
| 检测项目 | 方法 | 目的 |
|---|---|---|
| 外观检测 | 目视检查及光学扫描 | 确保无裂纹、气泡等缺陷 |
| 尺寸测量 | 数字卡尺或激光测量 | 波纹深度和管径符合设计标准 |
| 物理性能 | 拉伸试验机、冲击试验机 | 测试强度和韧性,保证耐用性 |
| 密封性测试 | 气压或水压测试 | 确保无渗漏,满足使用需求 |
| 结合具体案例,一家生产厂家通过引入自动光学检测系统,缺陷率降低了40%,极大提升了产品合格率。 |
波纹管生产工序流程中如何提升生产效率和降低成本?
我作为生产管理人员,想了解波纹管生产工序流程中有没有提升效率和降低成本的有效方法?有哪些技术或管理措施值得借鉴?
提升波纹管生产效率和降低成本的措施包括:
- 自动化设备投入:使用自动送料、切割和检测设备,减少人工成本。
- 生产工艺优化:调整挤出温度和冷却速度,减少次品率,提高产量。
- 原材料管理:集中采购优质材料,进行库存优化,降低采购成本。
- 人员培训:提升操作人员技能,减少设备故障率。 例如,某企业引入自动切割设备后,生产效率提升25%,人工成本降低15%,同时产品一致性得到保证。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/337928/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号