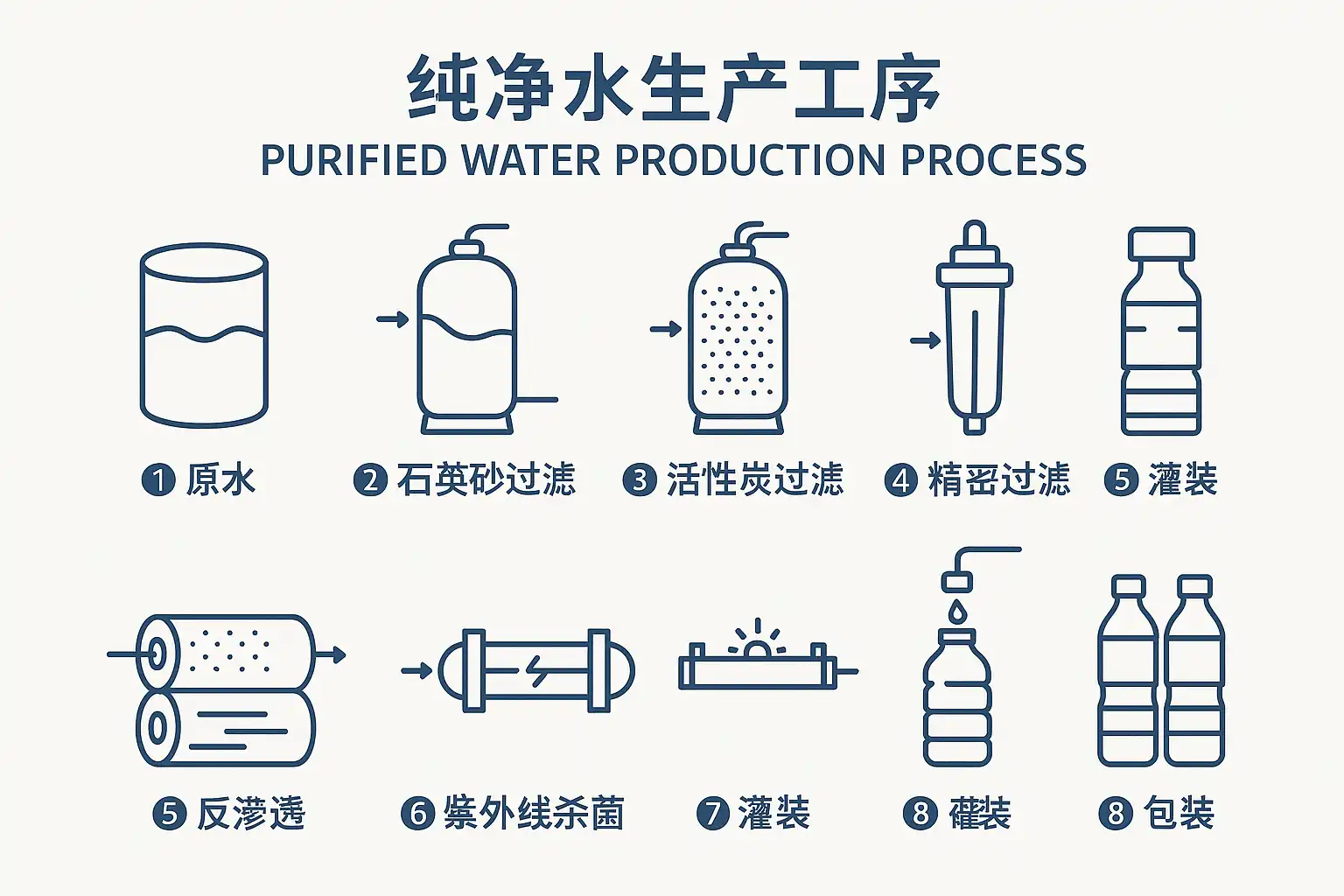
纯净水生产工序详解,如何确保水质安全?
纯净水生产工序的核心要点可归纳为:**1、严格原水预处理;2、高效反渗透净化;3、规范灌装与包装;4、全过程水质监控。**其中,全过程水质监控是确保水质安全的关键环节。通过在各工序设立检测点,实时监测水中微生物、化学指标及物理参数,企业可以及时发现并处置异常,防止不合格产品流入市场。例如,采用在线检测仪器连续监控出水水质,结合自动报警与数据追溯系统,大大提升了水质保障能力。只有多环节协同,才能确保最终纯净水达到国家安全标准。
《纯净水生产工序详解,如何确保水质安全?》
一、原水预处理工序
原水预处理是纯净水生产的第一道工序,也是保障后续工艺顺利进行的基础。其主要目的在于去除悬浮物、泥沙、大颗粒杂质及部分有机物,为后续深度净化工序创造条件。
主要步骤及设备列表:
| 步骤 | 目的 | 常用设备/工艺 |
|---|---|---|
| 格栅过滤 | 去除大颗粒杂质 | 粗细格栅、筛网 |
| 沉淀/澄清 | 去除悬浮固体 | 沉淀池、斜管澄清器 |
| 加药混凝 | 聚集细小杂质 | 投药装置、搅拌器 |
| 活性炭吸附 | 去除有机物、异味 | 活性炭过滤器 |
| 多介质过滤 | 去除细微颗粒 | 石英砂滤池、无烟煤滤池 |
| 消毒处理 | 初步杀灭微生物 | 臭氧发生器、紫外线消毒器 |
背景与说明:
原水来源通常为地表水(河湖)、地下水或市政自来水。不同原水水质决定预处理难度。例如,地表水杂质多需多级过滤与沉淀。预处理中活性炭不仅可吸附有机污染物,还能改善水的口感和气味。消毒是预处理的最后一道关卡,初步杀灭细菌,为深度处理做准备。
二、深度净化工序:反渗透与精密过滤
深度净化是纯净水生产的核心环节,主要依靠反渗透(RO)技术和精密过滤,彻底去除水中的溶解盐类、重金属、有机物及微生物。
主要工艺流程:
| 步骤 | 作用 | 技术/设备 |
|---|---|---|
| 精密过滤 | 去除微米级颗粒 | 微孔滤芯(1-5μm) |
| 反渗透分离 | 去除99%以上溶解物 | 反渗透膜系统 |
| 二级反渗透 | 提升水质纯度 | 双级RO膜组 |
| 调节pH值 | 保证口感与安全性 | 食品级酸碱调节剂 |
| 再消毒处理 | 保障终端水微生物安全 | 紫外线、臭氧消毒 |
解释与实例:
反渗透分离是利用高压将水分子挤压过半透膜,大部分杂质被截留。现代纯净水厂常用双级反渗透,出水电导率可控制在10μS/cm以下,远优于国家标准。精密过滤则确保膜前无颗粒堵塞,延长膜寿命。二次消毒常用紫外线或臭氧,确保灌装前水中无活性微生物。
三、灌装与包装工序
纯净水的灌装与包装环节不仅关系到产品外观,更直接影响水质安全。从灌装设备到包装材料均需严格把控,防止二次污染。
主要流程与要点:
| 步骤 | 要点 | 设备/管理措施 |
|---|---|---|
| 洁净灌装 | 无菌操作环境 | 自动灌装机、百级净化间 |
| 封口包装 | 防止外界污染 | 热封机、无菌包装材料 |
| 贴标喷码 | 确认来源与追溯 | 自动贴标机、喷码机 |
| 检验抽样 | 确保合格出厂 | 微生物、理化检验室 |
背景说明:
灌装车间须达到食品级洁净标准(如10万级或更高),所有员工需穿戴防尘服。自动化灌装减少人工接触,避免微生物污染。包装材料要求无毒、无异味,并经灭菌处理。贴标与喷码便于产品追溯,有助于后期质量管理。
四、全过程水质监控与安全保障
水质监控贯穿纯净水生产全流程,是防止不合格产品流入市场的最后屏障。现代工厂多采用自动化检测与数据管理系统,实现实时监控、自动报警和历史追溯。
监控环节与技术手段:
| 环节 | 监测内容 | 技术/设备 |
|---|---|---|
| 原水进厂 | 浊度、pH、余氯、重金属 | 在线分析仪、采样仪 |
| 预处理出水 | 浊度、微生物、消毒残留 | 实验室检测、在线仪器 |
| 反渗透出水 | 电导率、TOC、有机物 | 在线水质监测仪 |
| 灌装前成品水 | 微生物、理化指标 | 自动检测、人工抽检 |
| 成品出厂 | 细菌总数、理化全项 | 第三方检测、留样追溯 |
详细说明与实例:
水厂会在关键节点设立在线水质分析仪,实时采集数据。比如反渗透出水电导率超标时,系统自动停机并报警,防止不合格水流入灌装环节。全部数据汇总到生产管理系统,实现批次产品可追溯。部分水厂还配备微生物快检仪,出厂前随机抽检,确保水质安全。
五、生产管理系统在水质安全中的作用
随着生产流程的复杂化,现代水厂越来越依赖信息化系统来提升水质安全管控效率。简道云生产管理系统在纯净水生产企业中得到广泛应用。
| 功能模块 | 作用与优势 | 应用场景示例 |
|---|---|---|
| 工艺流程管理 | 全流程可视化,步骤标准化 | 生产进度实时跟踪 |
| 水质检测数据管理 | 自动采集与分析 | 水质异常自动报警 |
| 质量追溯 | 批次产品可溯源 | 产品抽检、召回管理 |
| 设备维护管理 | 设备故障预警,效率提升 | 膜更换、消毒设备检修 |
| 人员培训与管理 | 专业培训记录,减少失误 | 定期培训、考核 |
背景与实际应用:
简道云生产管理系统(官网地址:https://s.fanruan.com/aqhmk )可通过自定义模板快速搭建水厂管理平台,支持多岗位协同。水质数据自动录入后,系统可生成统计报表,便于管理层决策。异常情况可推送至相关责任人,确保问题快速解决。设备维护模块则帮助水厂定期检查关键设备,减少故障风险。通过信息化管理,水厂将“人、机、料、法、环”等生产要素有机整合,大幅提升水质安全管控水平。
六、原材料与供应链管理对水质安全的影响
除了生产工艺,原材料(如包装瓶、过滤材料、消毒剂等)及供应链管理也是水质安全不可或缺的一环。
| 原材料类型 | 关键管控点 | 管理措施 |
|---|---|---|
| 包装瓶/桶 | 无毒无异味、洁净度 | 供应商筛选、进货检测 |
| 过滤材料 | 认证资质、无有害物 | 批次检验、定期更换 |
| 消毒剂 | 食品级安全标准 | 采购记录、使用监控 |
| 标签/喷码耗材 | 无化学污染 | 材料检测、环保认证 |
说明与建议:
合格的原材料供应商是水质安全的第一道防线。水厂应建立供应商评级机制,定期审查资质,并进行批次抽检。所有材料入厂前须经检验,杜绝不合格原料进入生产环节。通过供应链管理系统,企业可实现原材料流转全过程追溯,降低风险。
七、标准法规与行业认证
水质安全离不开国家标准和行业规范。纯净水生产企业须严格执行相关法规,并积极通过行业认证提升品牌可信度。
| 标准/认证类型 | 主要内容/要求 | 企业应用价值 |
|---|---|---|
| GB 19298-2014 | 包装饮用纯净水国家标准 | 产品合规、市场准入 |
| ISO 22000 | 食品安全管理体系认证 | 管理升级、国际认可 |
| HACCP | 危害分析与关键控制点 | 风险识别、过程管控 |
| 地方水质标准 | 因地制宜补充要求 | 区域销售合规 |
背景与建议:
国家标准规定了纯净水理化、微生物、水源、生产环境等全方位指标。企业通过ISO 22000、HACCP等认证,不仅能提升管理水平,还增强市场竞争力。建议企业定期培训员工法规知识,主动参与行业交流,及时掌握最新法规动态。
八、典型案例分析与问题应对
通过实际案例,可以更好地理解纯净水生产工序的难点与应对措施。
案例:某水厂反渗透膜出水电导率异常
| 问题环节 | 发现方式 | 处理措施 | 效果 |
|---|---|---|---|
| RO出水 | 自动在线分析仪报警 | 停机查找原因,清洗膜 | 水质恢复,风险消除 |
说明:
生产管理系统自动监测出水电导率,一旦超标立即报警并停机。团队查明膜污染,及时清洗更换,避免不合格产品流出。此案例凸显自动化监控与信息化管理的重要性。
九、未来发展趋势与技术创新
纯净水生产技术不断升级,未来将更加智能化、绿色化。
| 发展方向 | 技术创新点 | 预期效果 |
|---|---|---|
| 智能水厂 | 物联网+大数据 | 实时监控、远程管理 |
| 绿色生产 | 低能耗膜、节水回用 | 降低成本、环保达标 |
| 新型检测技术 | 分子生物学快检 | 提升微生物检出速度 |
| 全流程自动化 | 机器人灌装、物流自动化 | 减少人力、提升效率 |
建议:
水厂应积极拥抱新技术,如物联网水质传感器、大数据分析平台,提升生产与管理智能化水平。绿色生产不仅降低环境负担,也提升企业社会责任形象。
总结与行动建议
纯净水生产工序涵盖原水预处理、深度净化、洁净灌装、全过程监控等多环节,缺一不可。**全过程水质监控结合信息化生产管理系统,是确保水质安全的关键。**企业还需关注原材料供应链、法规标准和技术创新。建议水厂:
- 建立全流程水质监控体系,配置自动化检测设备;
- 推广使用专业生产管理系统如简道云,实现数据化、可追溯管理;
- 强化原材料管控与供应商管理,确保材料安全;
- 持续关注行业标准与认证,提升管理与市场竞争力;
- 积极引入智能化、绿色化新技术,推动水厂升级。
最后推荐:分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改: https://s.fanruan.com/aqhmk
精品问答:
纯净水生产工序有哪些关键环节?
我对纯净水的生产流程比较好奇,想知道整个生产过程中有哪些关键环节是必须严格控制的?这些环节对最终水质安全有多大影响?
纯净水生产工序主要包括原水预处理、反渗透过滤、去离子处理、紫外线杀菌和包装密封等关键环节。具体流程如下:
- 原水预处理:去除悬浮物和大颗粒杂质,保障后续设备正常运行。
- 反渗透过滤(RO):利用半透膜过滤99%以上的溶解性固体和有害物质。
- 去离子处理(EDI或离子交换):进一步去除水中离子,提升水的纯净度。
- 紫外线杀菌:破坏微生物DNA,确保微生物安全。
- 包装密封:防止二次污染,保持水质稳定。
每个环节的严格控制直接影响纯净水的安全性和品质,尤其是反渗透和杀菌步骤,能将水中杂质和病原体去除率提高至99.9%以上。
如何通过生产工序确保纯净水的水质安全?
作为消费者,我比较关心水质安全问题,想了解纯净水厂在生产过程中采取了哪些措施,能够保障水质的安全和稳定?
确保纯净水水质安全,生产工序中采取多重措施:
| 工序环节 | 作用描述 | 关键指标 |
|---|---|---|
| 原水预处理 | 去除大颗粒杂质和悬浮物 | 浊度<1 NTU |
| 反渗透过滤 | 去除溶解性固体、有害物质 | 总溶解固体(TDS)<10 mg/L |
| 去离子处理 | 降低离子浓度 | 电导率<1 μS/cm |
| 紫外线杀菌 | 消灭细菌和病毒 | 菌落总数<1 CFU/mL |
| 包装密封 | 防止二次污染 | 密封完整,无外来微生物侵入 |
此外,生产车间环境的洁净管理、设备的定期维护和水质在线监测系统也是保障纯净水安全的重要保障。
纯净水生产中常见的技术难点有哪些?如何解决?
我听说纯净水生产工序中存在不少技术难点,比如膜污染和杀菌效果不均匀,具体有哪些难点?厂商是如何克服这些问题的?
纯净水生产中常见技术难点及解决方案包括:
| 技术难点 | 问题描述 | 解决方案 |
|---|---|---|
| 膜污染 | 反渗透膜被悬浮物、有机物堵塞 | 加强原水预处理,定期化学清洗膜 |
| 杀菌不均 | 紫外线照射不均导致部分微生物存活 | 优化紫外灯布局,增加照射强度 |
| 水质波动 | 原水水质变化影响最终产品稳定性 | 实时监测原水指标,自动调整工艺 |
例如某纯净水厂通过引入自动反冲洗系统,有效延长膜寿命,减少停机时间,水质合格率提升至99.8%。
如何利用数据监控提升纯净水生产的水质安全?
我想了解纯净水生产企业如何通过数据化手段监控和保障水质安全?比如使用哪些数据指标和监测设备?
数据监控是提升纯净水水质安全的重要手段,主要包括:
- 在线水质监测设备:实时检测浊度、TDS、电导率、pH值和微生物指标。
- 数据采集与分析系统:将各环节数据集中管理,利用大数据分析及时发现异常。
- 预警机制:当某项指标超标时,系统自动报警并触发工艺调整。
例如,通过在线TDS监测,某工厂发现反渗透膜性能下降,及时更换膜元件,避免了不合格水流入市场。数据显示,采用数据监控后,水质合格率提高了2%以上,生产效率提升15%。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/338051/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号