MES信息化管理系统:工业生产的不二选择
MES信息化管理系统,顾名思义,是指通过信息化手段来管理生产过程中的各项数据和资源,使之形成全面有效的系统化管理体系。这个系统是一个由多个子系统组成的整体,包括生产计划管理、工序控制、物料管理、质量管理、设备管理、数据统计分析等模块。下面我们将从MES的作用和功能两个方面来详细解释它在工业生产中的应用。

一、MES系统的作用
作用一:提高生产效率
MES系统能够在生产流程中自动化地收集和分析各种生产数据,如设备状态、工艺参数、物料使用情况等等,从而优化生产流程,消除无效的操作和时间浪费,提高生产效率。
作用二:保证生产质量
MES系统能够根据质量数据对生产过程进行实时监测和调整,及时捕捉并预防质量问题,提高产品质量,降低不良率和返修率。
作用三:控制生产成本
通过分析各项生产数据,MES系统能够发现物料损耗、能源浪费等成本问题,并作出相应调整,尽量降低生产成本,提高企业盈利能力。
作用四:优化管理决策
MES系统能够将生产过程数据全面、准确地反馈给企业管理层,帮助管理层了解生产运营状况,及时做出决策,优化管理,调整战略,提高企业竞争力。
作用五:加速数字化转型
MES系统将生产过程中的人工操作转变为自动化收集和分析,为企业的数字化转型提供了重要支持,使企业能够更快地从传统生产模式转向更加先进的数字化生产模式。
二、MES系统的功能
功能一:生产计划管理
MES系统包括强大的生产排程和计划管理功能,可以自动分解生产计划,生成各种生产作业单、调度单和批次单,实现全流程可视化管理,有效控制生产进度。
功能二:工序控制
MES系统通过对各项工序的实时控制,提高生产效率,降低不良率。同时,实现对工序的追溯和检查,保证生产过程的质量和安全。
功能三:物料管理
通过MES系统的物料管理模块,可以对企业的全部物料进行全面管理,包括物料的采购、入库、出库、核价和盘点等各个环节,大幅提高企业物料的管理水平。
功能四:质量管理
MES系统的质量管理模块将覆盖整个生产过程,包括质量策划、质量控制、质量检查、问题管理和为生产工艺调整提供依据的质量统计等环节,确保企业生产出的产品质量符合质量要求。
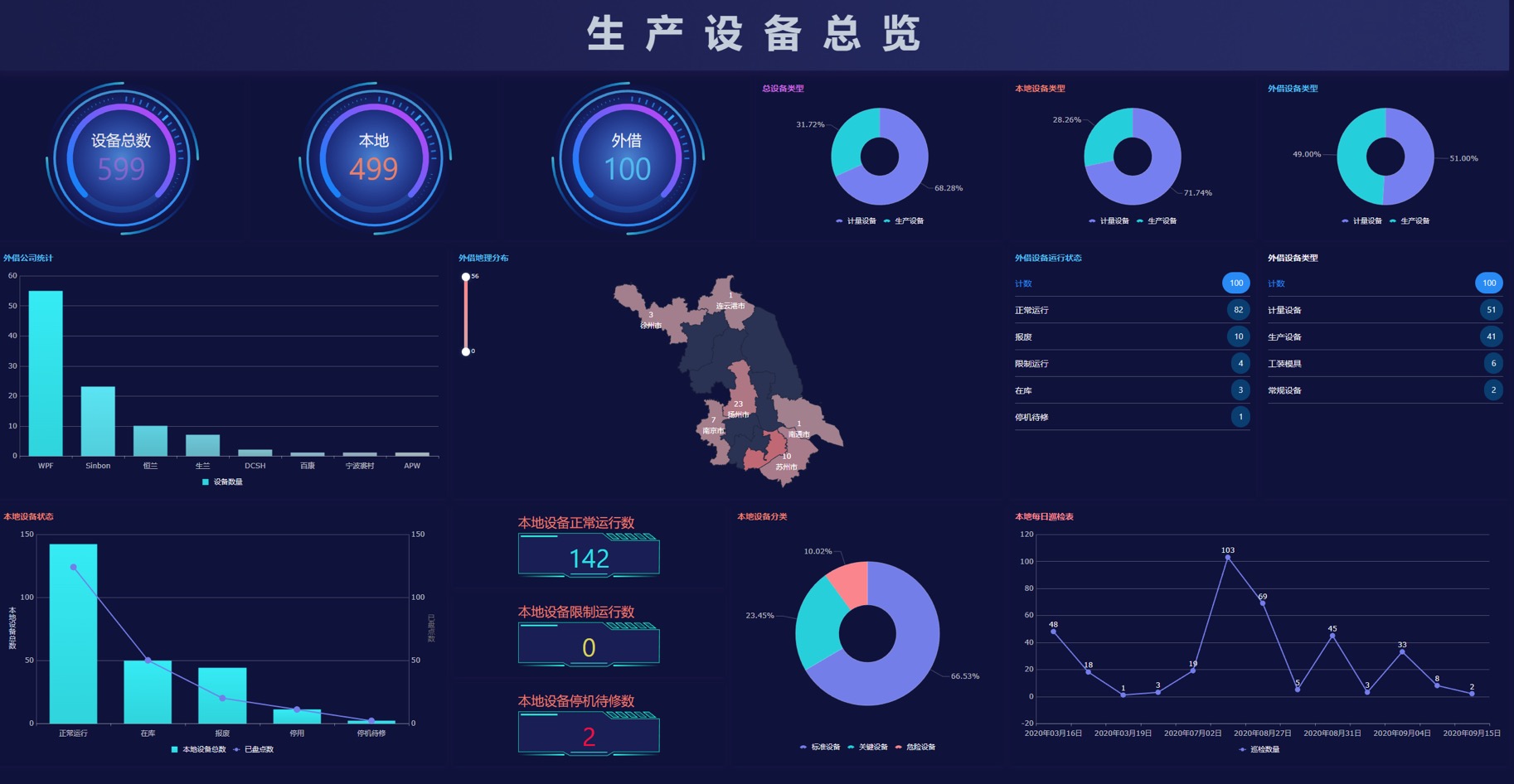
功能五:设备管理
MES系统可以对生产过程中的设备进行实时监控和维护,及时预警设备故障,保证生产线稳定运转,降低设备维修成本。
总而言之,在MES的支持下,工业生产流程可以高效、准确地进行,数据可以公正、客观地记录和管理,从而提高了企业的整体管理水平、生产效能和市场竞争力。因此,对于现代企业来说,MES信息化管理系统已经成为不可或缺的一部分。