轧钢生产工序详解,关键步骤有哪些?
轧钢生产是一项高度自动化和精细化的流程,其主要关键步骤包括:1、原料准备;2、加热处理;3、粗轧与精轧;4、冷却定型;5、剪切分段与精整处理。其中,加热处理作为整个流程的核心环节,直接影响后续轧制质量和最终产品性能。加热炉不仅保证钢坯达到适宜的轧制温度,还通过控制加热速度、防止过烧和均匀性来优化产品组织结构。例如,通过智能温控系统调整炉内不同区域温度,实现钢材内部微观组织的均匀转变,从而提高成品强度与韧性。了解这些关键步骤,有助于企业优化工艺,提高产品竞争力。
《轧钢生产工序详解,关键步骤有哪些?》
一、原料准备:基础决定成品质量
首先,优质的原材料是确保后续各道工序顺利进行的前提。原料准备通常涉及以下几个方面:
- 钢坯采购:选择合适规格和材质的钢坯。
- 检测筛选:对进厂钢坯进行外观、尺寸及化学成分检测。
- 表面清理:采用喷砂或火焰清理等方式去除表面的氧化皮及杂质。
- 存储管理:按类别、批次存放,并做好标识以便追溯。
高质量的原材料不仅能减少后续缺陷发生,还能提升成品的一致性和性能表现。
二、加热处理:核心影响因素解析
轧钢加热是整个生产流程中的核心环节,其目的在于将冷态或常温下的钢坯加热到适宜塑性变形的温度(一般在1100℃~1250℃)。其要点如下:
| 加热阶段 | 主要任务 | 技术要点 |
|---|---|---|
| 预热 | 提升到低于再结晶温度 | 缓慢升温,防止表面剥落 |
| 均热 | 保持目标温度,使内外部温差最小 | 控制保温时间,保证中心与表面一致 |
| 加热完成 | 达到轧制要求,是出炉前最后确认 | 严格控温、防止过烧 |
详细解读——智能化加热技术 现代大型轧钢厂广泛采用步进梁式加热炉,并引入智能控温系统,实现对不同炉区(预热区、均热区、高温区)独立精准调节。例如,通过实时采集炉内各处传感器数据,将信息反馈至中央控制室,根据设定工艺参数自动调整燃气量及空气流量,从而实现最佳升温曲线。这不仅有效防止了因局部过烧导致晶粒长大,还降低了能源消耗。据统计,引入智能控温后能源利用效率可提升12%以上,废品率下降20%。
三、粗轧与精轧:形状尺寸初步成型到精准控制
粗轧和精轧是将加热后的钢坯通过多道次变形逐渐接近最终尺寸的重要过程。
- 粗轧阶段
- 目标为快速降低断面,提高加工效率;
- 一般采用多机架连轧机,将大断面分多次压缩;
- 设置间隙时间以便金属重新结晶消除应力。
- 精轧阶段
- 对尺寸公差要求极高;
- 采用更高刚性的机架,更细致地调整辊缝与速度;
- 多配备在线测径仪,对宽厚及时反馈修正。
以下为两者主要区别:
| 对比项目 | 粗轧 | 精轧 |
|---|---|---|
| 目标 | 大幅减小断面 | 严格控制尺寸/表面质量 |
| 设备 | 大型连铸连扎机 | 高刚性高精度机组 |
| 控制重点 | 均匀变形/防止裂纹 | 几何公差/表面缺陷 |
实例说明——某大型棒材线 在国内某特大型棒材生产线上,通过数字化精密闭环控制系统,在粗扎段实现每秒10%的断面积收缩,而在精扎段则将尺寸误差控制至±0.05mm内,大幅提升了产品合格率和市场竞争力。
四、冷却定型:微结构调控提升性能
完成终端塑性加工后的钢材,需要经过科学合理冷却,以获得理想机械性能。常见冷却方式包括:
- 空气冷却(自然风):适用于部分低合金或碳素结构件;
- 水雾/水浴强制冷却(淬火):用于要求高强度韧性的品种;
- 控速冷却(在线层流水冷):通过调节流速实现定制降温曲线。
关键技术——在线层流冷却 当前主流做法是在出扎口设置多组喷嘴,根据实际检测数据自动调整水压、水量,实现对全长全截面的均匀降温。这种方式可获得更佳细密组织结构,如贝氏体或马氏体,为汽车用高级别螺纹钢等提供更高屈服强度支撑。例如,通过层流冷却技术,使某品牌H型钢抗拉强度提高至600MPa以上,同时保证良好延展性。
五、剪切分段与精整处理:确保交付品质
最后一道工序旨在根据客户需求将连续产出的长尺钢材进行定尺切割,并进行必要表面与几何修整,包括:
- 剪切分段
- 使用飞剪或摆剪设备按设定长度高速切割;
- 配备激光测长仪确保每根长度一致。
- 精整处理
- 包括矫直(消除剩余应力)、去毛刺打磨等;
- 部分还需进行探伤检测(如超声波)排除内部缺陷;
- 打包入库并标识追溯码。
操作流程示意表
| 步骤 | 目的 | 工艺要点 |
|---|---|---|
| 飞剪 | 定尺快速分段 | 同步追踪速度,避免端头毛刺 |
| 矫直 | 修正弯曲 | 多辊校正+反复微调 |
| 检查打包 | 品质把关及便于发运 | 每批抽检+标签标识 |
背景补充 随着客户对产品外观和内部质量要求日益提高,各大企业纷纷引进自动化探伤系统、高速飞剪及机器人打包码垛等先进装备,不仅极大提升了效率,也使得“零缺陷交付”成为可能。例如,2023年国内某知名企业通过搭载AI视觉检测,在出库前实现自动剔除瑕疵件,有效保障了终端用户体验。
六、信息化管理赋能生产全过程——以简道云为例助力提效降本
现代信息管理系统已成为推动生产效率和品质稳步提升的重要工具,其中简道云生产管理系统 【官网地址:https://s.fanruan.com/aqhmk 】凭借其灵活配置、高集成能力,被众多制造企业广泛采纳应用于各类车间数字化改造项目中。在实际应用中,其优势体现在:
- 支持全流程跟踪,从原料入库到发货全链路透明可视;
- 可自定义各类报表看板,实现实时质量监控分析;
- 与MES/ERP无缝集成,对接PLC/DCS系统采集一线设备数据,实现产线状态远程管控与异常预警推送。
- 模板丰富,可根据实际业务场景灵活调整字段与流程节点,无需专业IT开发团队维护;
案例分享——某中型特种钢厂上线简道云后,将库存周转天数由30天缩减至15天,订单交付周期缩短20%,且大幅减少了人工抄写误录带来的差错风险。此外,该平台开放API接口,可助力企业快速对接上下游供应链,实现协同制造生态闭环,为未来智能制造升级奠定坚实基础。
总结建议
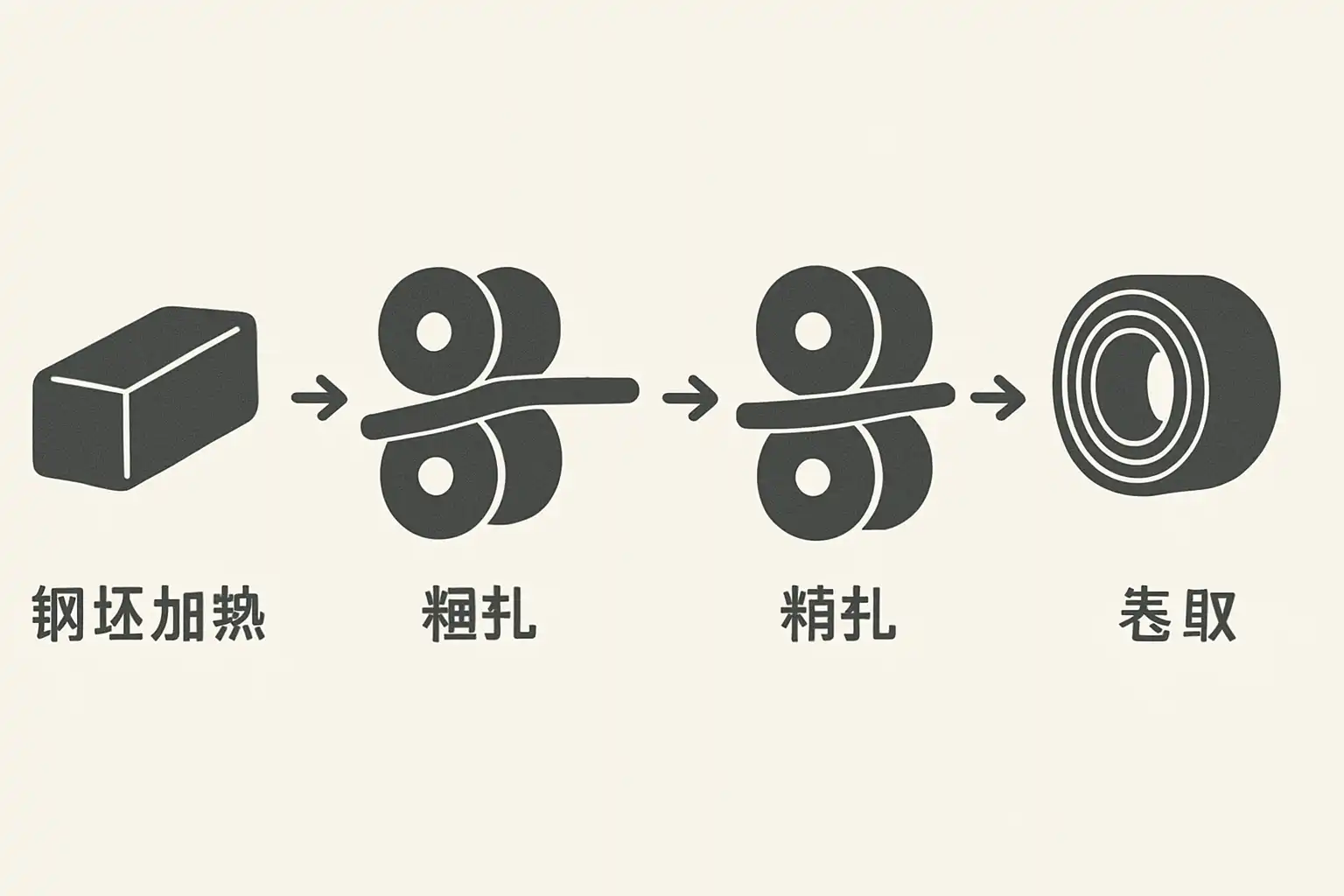
综上所述,完整的轧钢生产工序涵盖了从原料准备—加热—粗扎—精扎—冷却—剪切—精整等多个关键步骤,每一步均需结合先进装备与科学管理方法才能保障最终产品品质。在此基础上,引入如简道云这样的信息化平台,不仅能有效提升过程透明度,还能驱动全员参与持续改进。如果您希望进一步优化现有生产流程,建议尝试梳理当前瓶颈并结合智能管理工具逐步推进数字化转型,这将为企业带来更大的市场竞争优势和发展空间。
分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改:https://s.fanruan.com/aqhmk
精品问答:
轧钢生产工序中有哪些关键步骤必须掌握?
我最近对轧钢生产工序很感兴趣,但发现流程比较复杂。能不能帮我详细说明一下轧钢生产的关键步骤有哪些?哪些环节是影响成品质量的重点?
轧钢生产工序的关键步骤主要包括:
- 炼钢:通过高炉或电炉将铁矿石或废钢转化为生铁,再进一步炼制成钢。此环节决定了原材料的化学成分和杂质含量。
- 连铸:将液态钢水冷却凝固成半成品板坯,保证板坯的内部结构均匀。
- 加热:通过加热炉将板坯加热至适合轧制的温度(通常在1100℃左右),以提升塑性和延展性。
- 粗轧:初步改变板坯尺寸,降低厚度,形成带材形状。
- 中间轧制与精轧:逐步调整厚度和宽度,达到最终设计规格。精轧影响表面光洁度和尺寸精度。
- 冷却与整平:利用控速冷却技术控制晶粒大小,提高力学性能,最后进行整平处理确保平整度。
根据数据显示,上述步骤中加热温度控制误差超过±20℃会导致产品强度降低约10%,而连铸不均匀可能引起5%-8%的报废率,因此每一步都至关重要。
如何理解轧钢中的加热温度对产品质量的影响?
我听说在轧钢生产中,加热温度控制非常重要,但具体为什么会影响到最终产品质量呢?有没有简单易懂的案例说明这点?
加热温度是影响轧钢产品质量的重要因素,因为它直接决定了金属材料的塑性和晶粒结构。举例来说,如果板坯加热温度过低(低于1050℃),金属组织较硬,容易产生裂纹;而过高(超过1150℃)则会导致晶粒长大,降低强韧性。
案例说明:某企业曾因加热温度偏高导致晶粒粗大,使得最终产品抗拉强度下降12%,延展性也下降15%。因此,通过使用精准控温设备及实时监测系统,可以将温控误差缩小到±5℃以内,有效保障产品力学性能。
什么是连铸工艺,它在轧钢生产中的作用是什么?
我对连铸工艺不太了解,为什么现代轧钢厂都采用连铸技术?它具体起到了什么作用,对整个生产流程有什么帮助?
连铸工艺是指将熔融状态的钢水直接浇注并冷却成连续固态板坯的过程,是连接炼钢与后续轧制的重要环节。其主要优势包括:
| 优点 | 说明 |
|---|---|
| 提高产量 | 连续操作替代传统铸锭,提高产能30%以上 |
| 降低成本 | 减少二次加热及加工环节,节约能源 |
| 改善质量 | 板坯内部缺陷减少20%-30%,提高冶金均匀性 |
通过连铸技术,厂商能够实现更稳定的原材料供应,为后续粗、中、精轧提供品质更优、结构更均匀的半成品,从而提升整体轧钢效率和产品竞争力。
如何通过冷却控制提升轧钢产品性能?
我知道冷却过程对金属性能有很大影响,但具体在轧钢生产中,是如何利用冷却来改善产品性能的呢?有没有数据支持这种做法有效?
冷却控制是优化轧制后金属组织的重要手段,通过调节冷却速度和温度梯度,可以细化晶粒、消除内应力,从而提升机械性能。
关键方法包括:
- 快冷与缓冷结合:快速淬火形成细小马氏体组织,提高硬度;缓慢回火减少脆性。
- 控速喷淋系统:精准调节喷淋水量,实现均匀降温。
数据显示,通过优化冷却曲线,一家大型厂商实现了抗拉强度提升8%,冲击韧性提高12%。此外,优化后的冷却还能显著减少变形缺陷,提高尺寸稳定性,确保终端客户使用体验。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/211688/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号