中锰钢实际生产工序详解,中锰钢生产流程有哪些关键步骤?
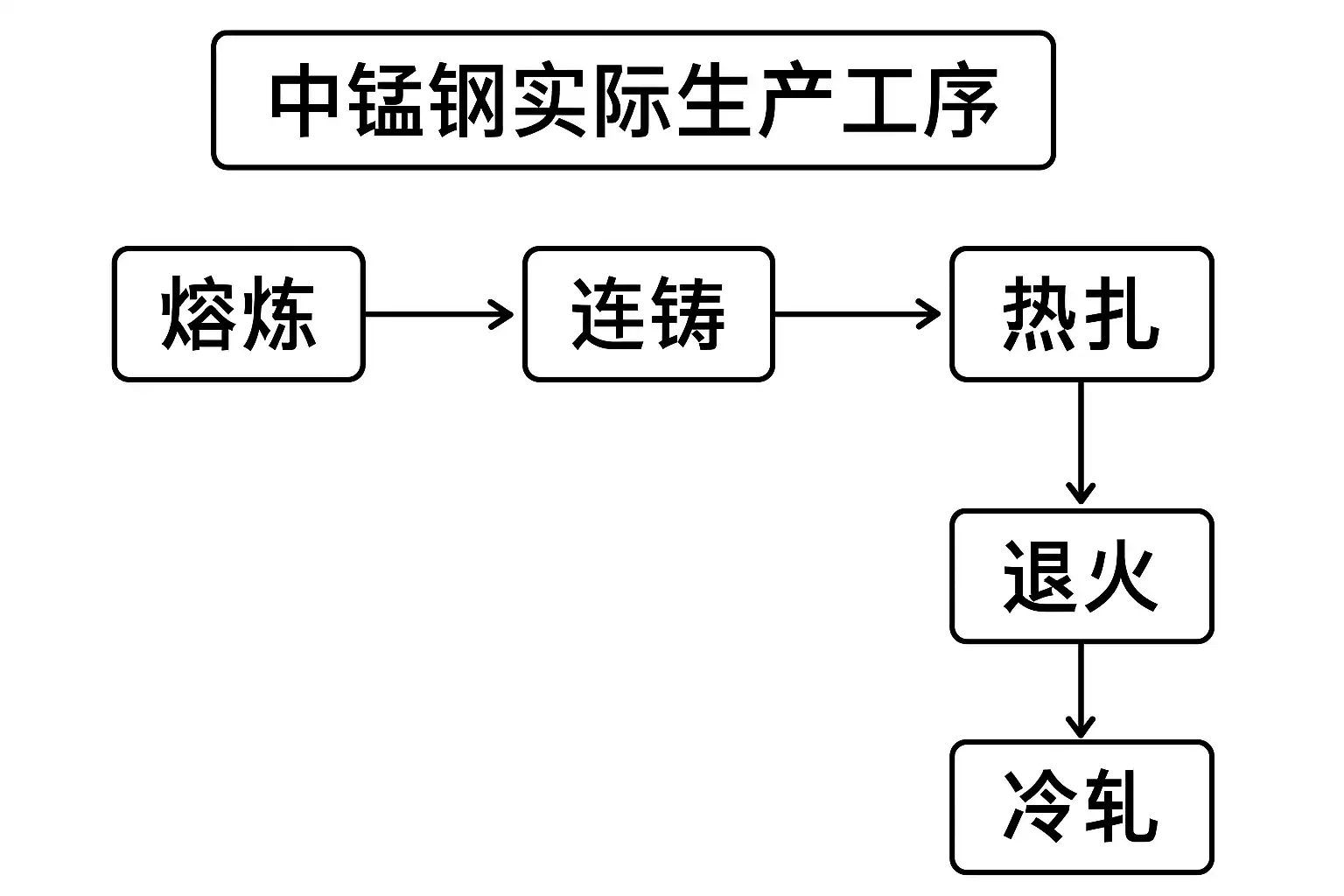
中锰钢的实际生产工序包括原材料准备、冶炼、浇注、锻造(或轧制)、热处理和检验等核心环节。1、中锰钢的生产流程分为六大关键步骤;2、每一步对材料性能有直接影响;3、热处理是保证其高强韧性的核心工序。本文将详细展开热处理在中锰钢性能优化中的作用。热处理通过控制温度与冷却速度,调整钢材的组织结构,从而提升中锰钢的强度和韧性,是决定成品质量的关键环节之一。
《中锰钢实际生产工序详解,中锰钢生产流程有哪些关键步骤?》
一、原材料准备与配比
原材料准备是中锰钢生产的首要环节,直接影响最终产品的化学成分及性能。主要包括以下几个步骤:
- 原料验收:对铁矿石、高碳锰铁等原材料进行质量检测,确保杂质含量符合要求。
- 配料计算:根据目标成分,通过精确计算配比,合理确定铁水、废钢、中间合金等加入量。
- 储备与预处理:部分原料需经过预加热或除杂处理,提高冶炼效率。
| 原料类型 | 主要作用 | 注意事项 |
|---|---|---|
| 铁矿石 | 提供铁元素 | 控制硫磷杂质 |
| 锰合金 | 提供和调控Mn含量 | 避免过量导致脆性 |
| 废钢 | 调节化学成分 | 保证无油污无杂物 |
| 合金添加剂 | 优化力学性能 | 精确计量,防止偏析 |
合理选择和配比原材料,是保证后续工艺顺利进行及获得高质量中锰钢产品的重要基础。
二、冶炼与脱氧脱硫
冶炼是将各类原料在高温下熔融并混合均匀,使其达到设计化学成分的重要过程。常用设备为转炉或电弧炉。
主要流程包括:
- 炉料装入:按比例投放各种炉料。
- 熔化升温:通过燃烧或电加热使炉内温度升至1500℃以上。
- 融合与搅拌:促进元素充分融合,使成分均匀。
- 脱氧脱硫:添加脱氧剂(如铝粉)、脱硫剂(如石灰)去除有害元素。
- 成分调整与取样分析:实时检测并微调Mn等元素含量。
- 出钢/出渣:将熔融状态下的中锰钢液体倒出,及时去除浮渣。
表格总结:
| 工序 | 目的 | 重点控制参数 |
|---|---|---|
| 熔化 | 元素均匀溶解 | 温度、时间 |
| 脱氧 | 提高纯净度 | 脱氧剂种类与用量 |
| 脱硫 | 提高韧性 | 石灰加入量 |
| 成分调整 | 达标Mn/Si/C含量 | 实时分析结果 |
精准控制冶炼过程,有助于获得组织均匀且杂质低的优质中锰钢液体,为后道工序打下坚实基础。
三、浇注与初加工
熔融状态下的中锰钢需迅速浇注成型,以减少气孔及夹杂物产生,提高致密性和均匀性。
- 连铸浇注:
- 将熔融液倒入连铸机模具,形成初步坯料(如方坯、板坯)。
- 控制冷却速度、防止偏析和裂纹出现。
- 模铸法:
- 对于特殊形状或小批量定制,可采用砂型模具直接浇注。
- 坯料整理:
- 切割多余部分,表面清理,为后续加工做准备。
表格对比两种常见方法:
| 浇注方式 | 优点 | 缺点 |
|---|---|---|
| 连铸 | 效率高、一致性好 | 设备投资大 |
| 模铸 | 灵活适应复杂形状 | 冷却不均易产缺陷 |
正确选择浇注方式和优化参数,有效降低内部缺陷风险,是提升产品整体质量的重要保障。
四、塑形加工(轧制/锻造)
经初步成型后的坯料需通过塑形加工以获得所需尺寸及改善内部组织,包括轧制和锻造两种主流方式:
- 热轧
- 高温下反复压延,将坯料加工为板材或棒材。
- 有利于晶粒细化,提高力学性能一致性;
- 常用于大批量标准件生产。
- 热/冷锻
- 利用冲击力将坯体变形,适用于制造轴类、高强部件;
- 可消除内部气孔裂纹,提高致密度;
- 粗整校形
- 对半成品进行校直和平整,为下一步精加工提供基础。
流程图示:
初始坯——→加热——→热轧/热锻——→校形——→半成品出厂通过合理选择塑形方式,中锰钢可满足不同终端应用场景对尺寸精度及机械性能的要求。
五、关键工艺——热处理
**热处理是决定中锰钢最终性能最核心的一道工序。**该环节通过科学控制加热温度、保温时间及冷却速度,实现显著优化力学属性如下:
- 正火/退火
- 加热到900~950℃后空冷或缓冷,使组织细化且均一,提高抗冲击能力;
- 淬火+回火
- 快速加热到临界温度以上水淬,然后低温回火消除应力,提高硬度同时保持韧性;
- 各类特殊处理
- 如等温正火、多级回火,可根据终端用途灵活选择,以满足耐磨、高强等不同需求;
典型参数对照表:
| 热处理类型 | 温度范围 | 冷却方式 | 对应效果 |
|---|---|---|---|
| 正火 | 900~950℃ | 空冷 | 晶粒细小,综合强韧性提升 |
| 淬火+回火 | >850℃+200~350℃ | 水淬+空冷 | 高硬度,高韧性 |
举例说明 某矿山机械企业采用“正火—淬火—回火”三联法,对中锰耐磨部件实施多段控温工艺,经检测,其屈服强度提升20%,断裂延伸率提高15%,显著增强了使用寿命与可靠性。这充分证明了科学热处理对于提升产品竞争力至关重要。
六、检验检测与质量管控
所有经过上述各道工序后的半成品与终端产品,都必须经过严格检验检测,包括但不限于以下内容:
-
化学分析 实时抽样,对C/Mn/Si/S/P等元素含量进行光谱分析,确保符合标准要求;
-
力学性能测试 拉伸试验、冲击试验及硬度测试,用以评估材料是否达标;
-
金相组织检查 利用显微镜观察晶粒大小、有无夹杂物或偏析现象;
-
超声探伤/磁粉探伤 检测内部有无裂纹气孔,以保证结构安全可靠;
-
外观尺寸检查 定尺测量,有无变形翘曲、不良焊痕等外部缺陷;
典型流程概览表:
| 检测项目 | 方法工具 | 判定标准 |
|---|---|---|
| 化学分析 | 光谱仪 | GB/T222 |
| 拉伸冲击 | 万能试验机 | GB/T228, GB/T229 |
| 金相检查 | 显微镜 | 晶粒级别≤8级 |
| 超声探伤 | 超声波仪器 | 无≥0.5mm缺陷 |
全面系统地开展各项检验,是保障每一批次中锰钢都能稳定交付客户需求的重要手段,也是企业实施精益制造管理不可或缺的一环。
七、中锰钢生产过程中的信息管理与数字化实践
随着智能制造趋势日益增强,各大企业日益重视全流程的信息管控。例如应用简道云生产管理系统,实现从原材料入库到出厂发货全周期的数据追踪,并推动如下改进:
- 实时监控库存数据、防止断供积压;
- 自动生成配比方案,并关联每一炉次相关参数记录;
- 工艺参数自动采集存档,为品质追溯提供数据支撑;
- 检测结果自动汇总并触发异常预警,大幅减少人为疏漏;
简道云官网地址:https://s.fanruan.com/aqhmk
此类系统助力企业实现数字驱动下的精细管理,不断提升效率和合规能力,并便于全过程可视化监管,在激烈市场竞争环境下形成差异化优势。
总结
综上所述,中锰钢实际生产共包含六大关键步骤,每一步都对最终产物品质有着深远影响。尤其是冶炼配比准确性以及科学合理的多段式热处理,是决定其综合机械性能水平的核心要素。此外,引入现代信息系统如简道云,可以极大提升全流程数据管控能力,实现降本增效。建议企业高度重视各环节协同优化,通过持续推进数字转型,不断强化技术创新,为客户提供更加优质可靠的中锍刚解决方案。
最后推荐:分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改:https://s.fanruan.com/aqhmk
精品问答:
中锰钢生产流程的主要关键步骤有哪些?
我最近对中锰钢的生产流程很感兴趣,想了解具体有哪些关键步骤,这些步骤之间是如何衔接保证产品质量的?
中锰钢生产流程主要包括以下关键步骤:
- 原材料准备:选用高品质铁矿石和锰合金,保证合金成分稳定。
- 熔炼与精炼:通过电炉或转炉熔炼,控制温度在1500℃以上,同时进行脱碳和脱硫处理。
- 铸造成型:采用模具铸造技术确保铸坯致密无气孔。
- 热处理工艺:包括正火、淬火和回火,通过调控热处理参数提高机械性能。
- 机械加工与检验:完成尺寸加工并进行硬度、韧性等多项检测。以上步骤环环相扣,共同保障中锰钢产品的高强度和耐磨性。
如何通过热处理提升中锰钢的机械性能?
我知道热处理对钢材性能影响很大,但具体到中锰钢,怎样的热处理工序才能最大化提升其硬度和韧性呢?
热处理是提升中锰钢机械性能的核心环节,通常采用以下工序:
- 正火(850℃左右保温1-2小时):细化晶粒,提高韧性。
- 淬火(900-950℃加热后快速冷却):显著提高硬度,可达55HRC以上。
- 回火(200-300℃保温1小时):缓解内部应力,防止脆裂。案例显示,经此三步热处理后的中锰钢,其抗拉强度可从原来的600MPa提升至900MPa以上,同时保持良好的冲击韧性。
在中锰钢熔炼过程中如何保证化学成分稳定?
我看到许多文献提到熔炼阶段对中锰钢成分影响很大,但实际操作时怎样才能有效控制合金元素含量不偏离设计指标?
保证熔炼过程中化学成分稳定主要依赖于以下措施:
- 精确称量原材料,确保入炉比例准确。
- 采用电弧炉或转炉实现均匀高温熔融,温度维持在1500-1600℃之间。
- 利用在线光谱分析仪实时监测铁水成分,实现动态调整。
- 精炼阶段加入脱氧剂与脱硫剂,如硅钙合金,有效减少杂质。数据表明,通过上述方法可将Mn含量波动控制在±0.05%以内,从而保证最终产品的一致性与性能稳定。
为什么铸造过程中的气孔缺陷对中锰钢质量影响大?
我注意到很多报告强调铸造时气孔缺陷会严重降低中锰钢耐磨性和强度,请问这是因为什么原因?如何避免这些缺陷?
气孔缺陷主要是由于铸造过程中气体未能及时排出导致,这些微小孔洞会成为应力集中点,引发裂纹并降低材料整体强度和耐磨性能。避免方法包括:
- 控制浇注速度,避免湍流产生过多气泡。
- 使用真空铸造或低压铸造技术减少空气混入。
- 优化模具设计,提高排气系统效率。 据统计,通过改进排气系统,能将铸件气孔率从3%降低至0.5%,显著提升了产品耐用寿命和安全系数。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212108/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号