手机中板压铸生产工序详解,如何提升产品质量?
手机中板压铸生产工序要提升产品质量,关键在于:1、优化模具设计与材料选择;2、严格控制压铸参数与工艺流程;3、强化后处理和检测环节;4、引入智能化管理系统进行数据追溯与过程优化。 其中,智能化管理系统的引入尤为重要,它不仅能实时监测生产工艺参数,还能自动记录和分析各环节数据,及时发现问题并追溯原因,大大提高了质量管控效率。例如,采用简道云生产管理系统,通过其强大的数据采集、流程协同和可视化分析功能,实现了压铸全流程的信息化闭环管理,有效降低了不良品率并提升了整体生产效率。详细工序解析及质量提升举措如下。
《手机中板压铸生产工序详解,如何提升产品质量?》
一、压铸生产工序详解
手机中板作为承载主板和其他关键元器件的核心结构件,其压铸生产工艺包括多个关键步骤,每一步都直接影响最终产品的结构性能和外观质量。
| 工序步骤 | 主要内容与要点 | 影响因素 |
|---|---|---|
| 原材料准备 | 合金锭(如镁合金、铝合金)预处理,成分检验 | 材料纯度与均匀性 |
| 熔炼 | 合金加热至设定温度,除渣脱气 | 温度控制、杂质含量 |
| 模具预热 | 模具加热至适宜温度,防止冷隔或粘模 | 模温均匀性 |
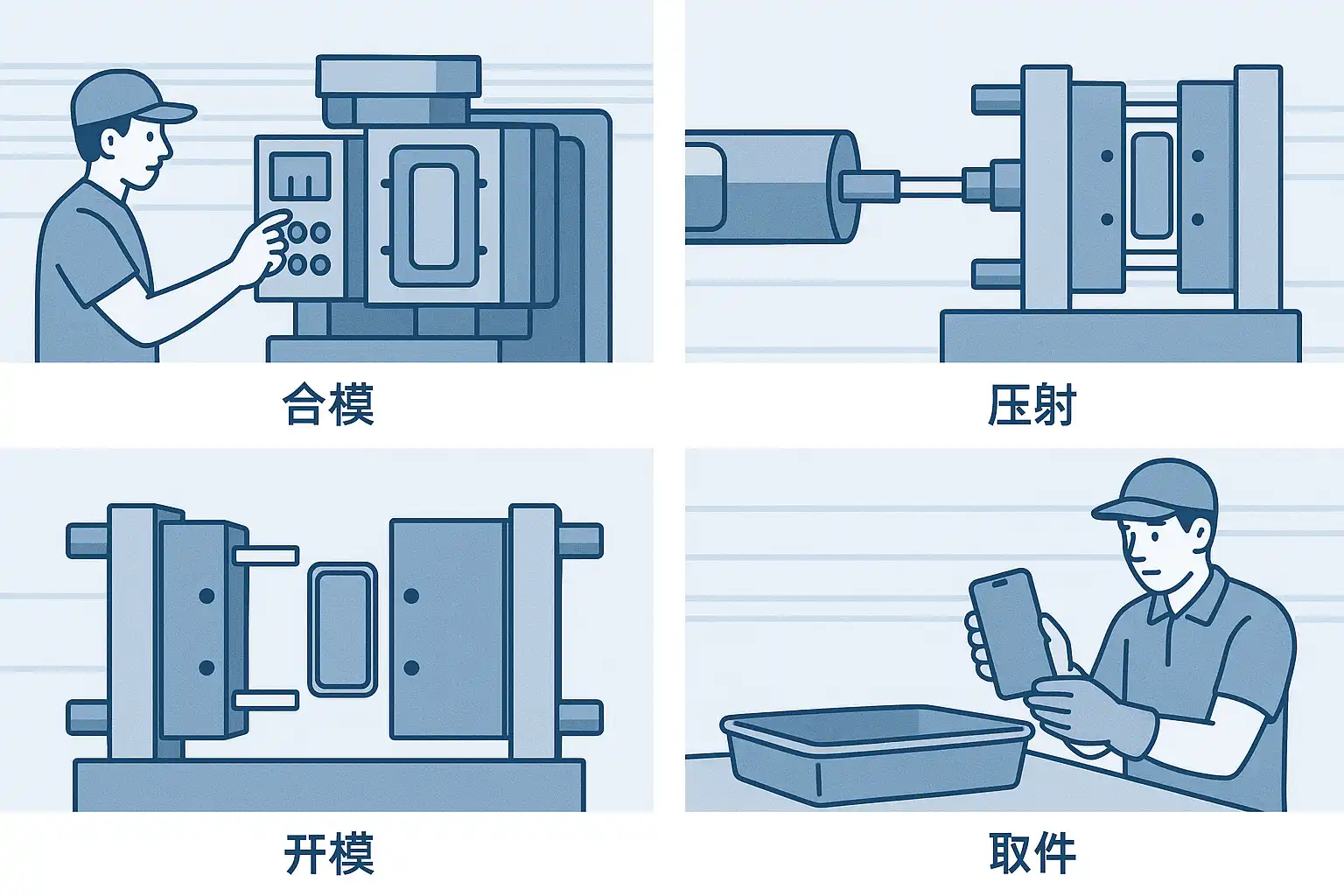
| 压射 | 金属液高速注入型腔,同时排气 | 压射速度/压力/流量 |
| 冷却凝固 | 控制冷却速率使产品定型 | 冷却均匀性 |
| 脱模取件 | 产品自动或手动取出 | 脱模剂使用 |
| 毛边清理 | 去除飞边、毛刺等 | 去除方式及力度 |
| 热处理(视情况) | 提高力学性能和稳定性 | 热处理曲线 |
| 表面处理 | 喷砂、电镀、阳极氧化等 | 表面均匀性 |
| 检测分选 | 尺寸、外观、电性能检测 | 检测标准与设备 |
每一道工序都需要精细操作,否则将带来缩孔、气孔、裂纹等缺陷,不仅影响装配,还会降低整机可靠性。
二、影响中板质量的核心因素
- 模具设计与维护
- 合金材料选择及其纯净度
- 设备精度与自动化水平
- 工艺参数一致性(如压力速度温控)
- 操作人员技能及规范执行
- 智能管理系统应用
详细说明如下:
- 模具设计与维护:决定了成品尺寸精度及表面质量。合理的浇口位置、防止死角积渣,提高排气效果,并定期维修保养可延长模具寿命。
- 材料选择:高纯度合金能减少夹杂物,提高机械性能。
- 设备水平:高精密数控机床和自动化辅助设备,可大幅减少人为误差。
- 参数一致性:通过系统设定标准作业参数并实施监控,有效防止批次波动。
- 人员素质:严格培训上岗,并结合SOP操作规程。
三、如何提升手机中板压铸产品质量
以下措施可显著提升成品率及产品一致性:
- 优化模具结构设计
- 加强型腔排气
- 优选浇口系统
- 定期修复磨损部位
- 精选原材料
- 严格进厂检验
- 配比标准化
- 严格过程参数管控
- 制定各阶段SOP
- 利用传感器实时监控温度/压力等数据
- 引进自动化检测设备
- 三坐标测量仪/工业CT检查隐藏缺陷
- 强化员工技能培训
- 岗前考核+周期复训
- 引用数字化管理平台,实现全流程追溯
示例:传统 vs 数字化管理对比表
| 管理方式 | 数据采集方式 | 问题追溯效率 | 过程可视化 |
|---|---|---|---|
| 人工作业 | 手动填报纸质记录 | 慢(依赖经验) | 差 |
| 简道云系统 | 自动/移动端录入 | 快(秒级定位) | 全程看板展示 |
四、“简道云”生产管理系统助力品质提升
简道云是一款低代码平台,支持企业自定义搭建适合自身需求的生产现场管理方案。在手机中板压铸领域,可以实现以下价值:
- 实时采集每台设备运行状态及关键工艺数据;
- 自动报警偏离阈值的数据;
- 工单流转全程记录,实现批次品质追溯;
- 可自定义质检模板,快速统计不良类型分布;
- 强大的报表分析功能,为持续改善提供决策依据。
应用实例解析:
某大型电子制造企业通过部署简道云后,将所有机台连接到统一平台。每批次从熔炼到脱模,每个关键节点都扫码录入信息,一旦出现异常,可以快速定位到具体责任人和原因段,同时通过趋势图及时发现潜在风险点。这种数字赋能,大幅降低了人工差错,使不良品率下降30%以上。
五、中板压铸常见缺陷分析与改善方法
常见缺陷包括但不限于气孔缩松、冷隔裂纹等,对应改进措施如下:
| 缺陷名称 | 成因 | 改善措施 |
|---|---|---|
| 气孔 | 排气不足、水分或杂质过多 | 优化排气槽,加强去除水汽 |
| 缩松 | 冷却过快或补缩不足 | 调整冷却水路,提高补缩能力 |
| 冷隔 | 金属流速过慢/温差大 | 提升浇注速度, 保持温差平衡 |
| 裂纹 | 内应力大或合金成分不当 | 控制冷却速率, 优选合金配方 |
六、中板压铸数字转型实施建议
- 建立标准作业指导书(SOP),形成规范流程;
- 整合MES/ERP/简道云等信息平台,实现人机物料数据互通;
- 培养跨部门协作机制,如每周召开良率改善专题会;
- 定期复盘异常案例,总结经验持续优化。
实施步骤建议列表:
- 明确项目目标→选型软件工具→梳理业务流程→搭建试点应用→员工培训上线→持续跟踪优化
七、小结与行动建议
综上所述,要全面提升手机中板压铸产品质量,应聚焦于原材料把关、高精密装备投入以及全过程数字信息管控。特别推荐采用像简道云这样的灵活低代码平台,将各环节数据打通,实现流程透明可追溯,这样不仅可以快速响应客户需求,还能够为企业降本增效打下坚实基础。建议相关企业从小范围试点开始,逐步推广数字管理体系,并结合自身实际不断迭代完善,以实现持续高效的品质升级目标。
最后推荐:分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改:https://s.fanruan.com/aqhmk
精品问答:
手机中板压铸生产工序有哪些关键步骤?
我在了解手机中板压铸的生产流程时,发现步骤繁多且复杂,想知道具体有哪些关键工序环节不可忽视?
手机中板压铸生产工序主要包括:
- 模具设计与制造——确保模具精度提升成品精细度;
- 压铸合金熔炼——常用铝合金,温度控制在650℃左右保证流动性;
- 注射成型——高压注射使液态金属充满模腔,成型速度通常在5秒内完成;
- 冷却及脱模——快速冷却避免变形,脱模时间控制在10秒以内;
- 后处理加工——去毛刺、表面喷砂或阳极氧化处理。 通过以上关键步骤,可以有效保障手机中板的尺寸精度和表面质量。
如何通过工艺参数优化提升手机中板压铸产品质量?
我注意到不同的工艺参数对压铸产品质量影响很大,能不能详细解释一下哪些参数是重点,以及怎么优化它们提高手机中板压铸的品质?
优化关键工艺参数包括:
- 注射压力:通常设定为80-120MPa,高压力保证填充完整但过高易产生气孔;
- 模具温度:保持在200-250℃范围,有助于金属流动和减少冷隔缺陷;
- 冷却时间:控制在15-20秒,确保零件固化充分而不影响产能。 例如,一家知名厂商通过将注射压力从90MPa调整至110MPa,使气孔率降低了30%,成品合格率提升至98%以上。
手机中板压铸常见缺陷及防治方法有哪些?
作为生产新手,我经常遇到手机中板表面有气孔、裂纹等缺陷,不清楚这些缺陷产生的原因以及如何避免,希望能有详细说明。
常见缺陷及防治措施如下:
| 缺陷类型 | 原因分析 | 防治方法 |
|---|---|---|
| 气孔 | 液态金属排气不畅或含气量高 | 增加排气槽设计,提高真空辅助排气 |
| 裂纹 | 模具温差过大或冷却不均匀 | 优化冷却系统,实现均匀降温 |
| 冷隔 | 金属流动速度慢或模具温度低 | 提升注射速度,提高模具预热温度 |
| 通过针对性调整生产参数和设备维护,可以有效降低缺陷率,提高产品一致性。 |
如何利用数据分析提升手机中板压铸生产效率和质量?
我想知道如何通过数据监控和分析来优化手机中板的压铸过程,从而实现更高的生产效率和更稳定的产品质量。
利用数据分析提升质量与效率主要方法包括:
- 实时监控注射压力、温度及冷却时间,通过传感器采集数据实现过程透明化;
- 建立缺陷数据库,根据不同批次数据统计出缺陷发生频次与原因关联,如某型号出现裂纹概率为4%,针对性改进工艺;
- 运用统计过程控制(SPC),设定关键指标上下限,及时预警异常波动。 例如,通过持续监控某厂家的注射压力波动,将偏差从±10%缩小至±2%,使良品率由92%提升至97%。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212141/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号