流感疫苗生产工序流程详解,如何确保安全有效?
流感疫苗的生产是一项高度复杂且精密的生物制药过程。核心要点包括:1、严谨的原材料筛选;2、多阶段纯化与病毒灭活处理;3、全过程质量控制体系;4、严格无菌环境与风险管理。其中,“全过程质量控制体系”是确保流感疫苗安全和有效的关键,这不仅包括对原材料、生产环境和设备的持续监控,还涵盖了每个工序节点的数据追溯与合规审核。例如,采用智能化生产管理系统,全程记录和监控每一步骤,可以大幅降低人为操作失误,实现对批次产品的可追溯性,从而为疫苗最终上市提供坚实的数据支持和合规保障。
《流感疫苗生产工序流程详解,如何确保安全有效?》
一、流感疫苗生产工序总体流程
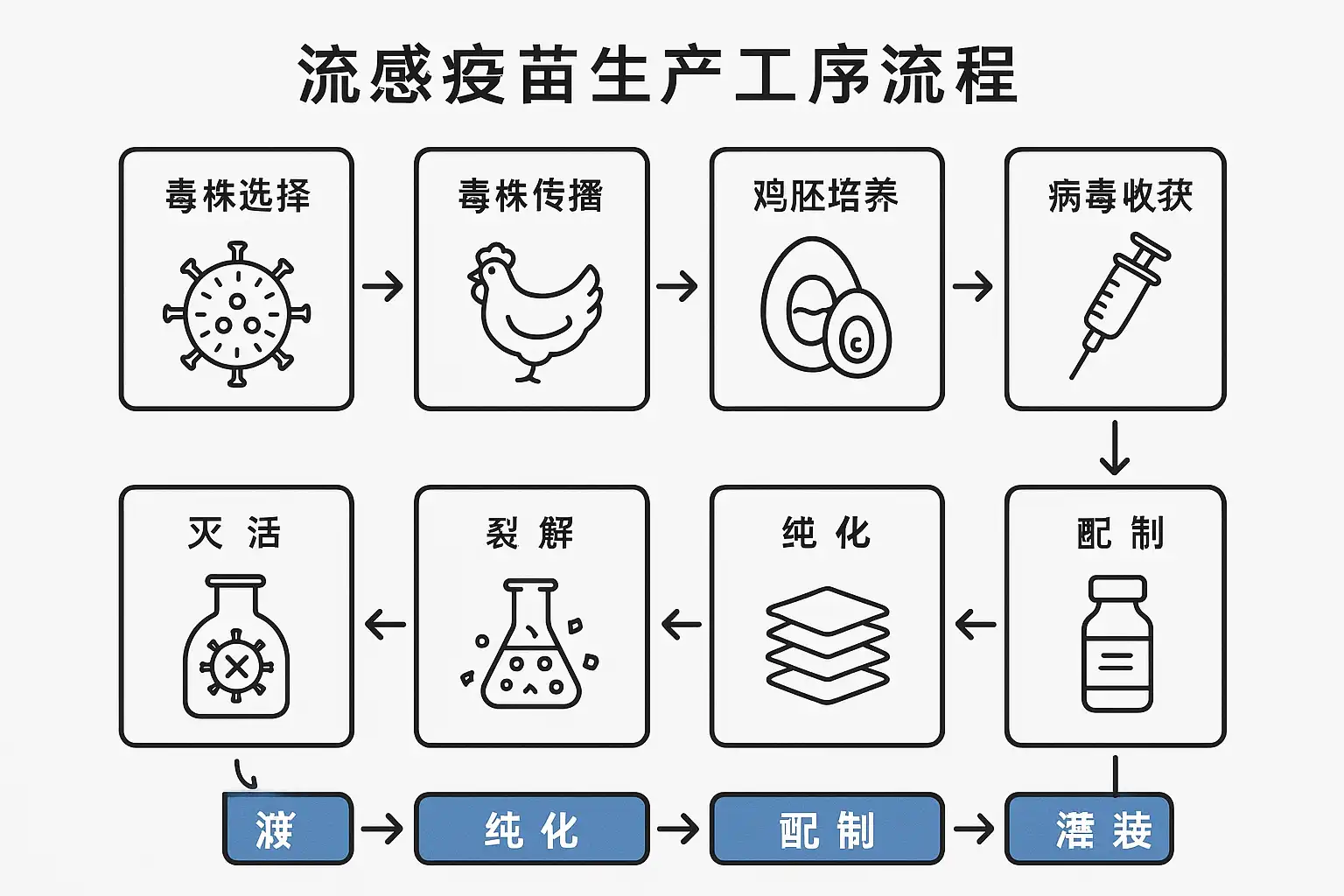
流感疫苗的工业化生产流程主要分为以下几个核心阶段:
| 主要环节 | 工序说明 |
|---|---|
| 病毒株筛选 | 根据世界卫生组织推荐,选择当季流行病毒株作为种子毒株 |
| 病毒增殖 | 在特定基质(如鸡胚或哺乳动物细胞)中大量培养所需病毒 |
| 病毒收获 | 提取含有大量病毒颗粒的基质液体 |
| 纯化 | 移除杂质和非目标成分,如蛋白质、细胞残留及其他副产物 |
| 灭活/减毒处理 | 应用物理或化学方法灭活或减弱病毒,确保其无致病性但保留免疫原性 |
| 配制与填充 | 将纯化并处理后的抗原按照剂量标准配制,并在无菌环境下灌装入安瓿或注射器 |
| 检验放行 | 对成品进行一系列生物学、安全性及效力检验,合格后方可上市 |
每个步骤都设有专门的质量控制点,以保障安全有效。
二、全过程质量控制体系的重要性
- 原材料采购及检验
- 生产环境实时监控
- 制程数据全程记录
- 成品多维度检测
- 可追溯批次管理
全过程质量控制贯穿于整个流感疫苗制造过程中,是实现高标准安全与有效性的根本保障。以“原材料采购及检验”为例:所有进入工厂的鸡胚或细胞需经过来源验证,无抗生素残留及传染病污染,每批均有检测报告备案。此外,通过引入数字化管理工具,如简道云生产管理系统(官网地址),可将所有关键环节的信息自动采集入库,实现批次全生命周期的信息追踪。如果某一批出现异常,可迅速定位问题源头,提升召回反应速度并减少损失。
三、核心工艺详解与安全保障措施
1、病毒株筛选与鉴定
- 按照全球疫情态势,每年更新种子毒株。
- 精准分离并验证其遗传稳定性和免疫原性。
2、病毒增殖技术要求
- 常见基质:SPF鸡胚或MDCK/Vero等哺乳动物细胞。
- 对温度、湿度以及营养配比提出严格要求。
- 自动化培养系统保证大规模、高一致性的病毒产量。
3、纯化与浓缩过程
- 采用超滤膜过滤、高速离心等多步净化手段。
- 移除宿主蛋白残留,减少过敏反应风险。
- 在线监测杂质含量,实现实时预警。
4、灭活/减毒关键控制点
- 使用正己醛(β-propiolactone)等方式进行灭活。
- 灭活时间和浓度需精准把控,否则影响免疫效果或残存活性风险。
- 多轮生物检测确认无致病性。
表格:不同类型流感疫苗主要灭活/减毒方式
| 疫苗类型 | 基础材料 | 工艺特点 | 安全措施 |
|---|---|---|---|
| 灭活裂解型 | 鸡胚/细胞培养液 | β-propiolactone灭活,多步净化 | 三重灭菌过滤+多轮检测 |
| 减毒活型 | 特殊弱毒株 | 实时温控、防止逆变 | 冷链运输+定期基因测序 |
四、多环节检验机制及法规合规
- 原材料进厂检验
- 工艺中间品实验室抽检
- 半成品/成品多项指标测试(效价、安全、生物负荷)
- 出厂前第三方权威机构审核
- 上市后不良反应持续跟踪
这些机制确保每一支出厂疫苗都在国家药典标准内。以中国为例,药典规定了包括外源基因杂交检测、无菌检查等14项以上强制指标,不达标则整批销毁。此外,还需遵循WHO GMP指南,并接受定期飞行检查。近年来,各企业普遍引入如简道云这样的生产管理系统,实现电子数据采集、防篡改存档,有效提升了数据完整性与监管透明度。(简道云官网)
五、安全有效性的提升策略实例
以某知名生物制药公司为例,其通过以下措施优化了工艺:
- 全线自动化设备替换人工操作,降低交叉污染概率;
- 利用简道云平台,对所有关键节点设置自动报警阈值,一旦偏离标准立即联动处置;
- 建立连续培训制度,新员工必须通过操作仿真考核;
- 引进国际先进QC实验室仪器,实现微量杂质在线分析;
- 针对每一批产品建立电子档案,从种子到成品全程可追溯;
这些措施显著提升了产品合格率和市场信任度。例如,该公司近三年因质量问题召回率下降至0%,成为行业典范。
六、新技术助力现代疫苗制造
目前数字信息技术已深度融合到流感疫苗制造各环节:
- MES(制造执行系统)自动采集设备状态数据;
- 实时传感器网络监控洁净间空气粒子数和微生物负荷;
- 云端数据库存储全厂所有日志,便于远程审计;
- AI算法辅助预测异常波动,有效提前预警可能的问题;
- 简道云等低代码平台支持自定义审批流程优化,提高响应效率;
这样既提高了合规能力,也降低了运营成本,使得高频次、高变动需求下依然能保证稳定供应。(简道云官网模板获取)
七、结论与建议
综上所述,确保流感疫苗安全有效需要构建“严密分层”的工艺链条,并辅以全过程数字信息管理和严格法规监管。在当前全球疫情防控背景下,各企业应积极引入智能生产管理系统,如简道云,不断完善自身数据采集能力,加强人员培训,提高应急处置能力。同时建议:
- 定期复核所有SOP文件,与国际最新规范同步更新;
- 持续投入新型自动检测设备,提高发现隐患概率;
- 推广使用低代码数字平台,自主开发适配本企业特殊需求的信息模板;
只有这样才能真正实现“让每一支注射到人体中的流感疫苗都经得起考验”的目标,为公众健康保驾护航。
最后推荐:分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改:https://s.fanruan.com/aqhmk
精品问答:
流感疫苗生产工序的主要步骤有哪些?
我对流感疫苗是如何从原材料变成成品的过程很好奇,能详细介绍一下流感疫苗生产工序的主要步骤吗?想了解每个环节是怎么保证疫苗质量和安全的。
流感疫苗生产工序主要包括以下几个关键步骤:
- 病毒菌株选择与培养:选择当季流行的病毒株,通过鸡胚或细胞培养扩增病毒,确保疫苗针对性。
- 病毒灭活:采用化学方法如福尔马林灭活病毒,保证安全性。
- 纯化和浓缩:利用超滤和层析技术去除杂质,提高纯度。
- 配制与填充:将纯化后的抗原与辅料混合,灌装到无菌包装中。
- 质量检测:包括效价测定、安全性测试和无菌检测,确保有效且安全。 通过以上科学严谨的流程,每批流感疫苗都达到国家标准,实现安全有效。
如何通过生产流程确保流感疫苗的安全性?
我担心流感疫苗在制造过程中可能存在安全隐患。想知道厂家具体采取了哪些措施来确保每一支疫苗都是安全可靠的?
为了确保流感疫苗的安全性,生产流程中采用多层保障措施,包括:
- 病毒灭活验证:通过连续三次生物学检测确认病毒完全灭活。
- 无菌操作环境:车间达到ISO 7级洁净标准,防止微生物污染。
- 辅料筛选与测试:使用符合药典标准的辅料并进行毒理学评估。
- 批次放行检验:每批产品进行致敏性、毒性及稳定性测试。数据显示,通过严格质量控制,流感疫苗不良反应发生率低于0.01%,极大保障使用者安全。
哪些技术手段提升了流感疫苗生产效率和质量?
我听说现代科技让流感疫苗生产更加高效且质量更稳定,可以举例说明具体有哪些技术手段应用了吗?这样能帮助我更好理解整个过程。
现代流感疫苗生产采用多项先进技术提升效率与质量,例如:
| 技术手段 | 应用案例 | 效果描述 |
|---|---|---|
| 分子筛层析 | 精准分离病毒蛋白质组分 | 提高纯度达99%以上 |
| 自动化灌装系统 | 无菌环境下自动注射包装 | 提升产能30%,减少人为污染风险 |
| 实时在线监测 | 利用传感器监测温度、pH值及发酵参数 | 保证工艺参数稳定,实现批次一致 |
| 这些技术使得生产周期缩短20%,且产品一致性显著提升,提高了整体供应保障能力。 |
如何通过检测环节验证流感疫苗的有效性?
我想知道厂家是如何通过各种检测来确认做好的流感疫苗能够有效预防疾病,不会浪费大家接种机会?
验证流感疫苗有效性的核心在于多维度检测,包括:
- 抗原含量测定(HA含量):利用血凝抑制试验(HI)定量抗体结合能力,标准要求HA含量不低于15μg/ml。
- 动物免疫保护实验:接种模型动物后挑战病毒,看其保护率是否达到90%以上。
- 稳定性试验:模拟运输储存条件下保留效价至少6个月以上。
- 临床前免疫原性评估:确保产生足够中和抗体水平。 综合数据表明,这些检测确保批次间效价一致,有效预防季节性流感爆发。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/212447/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号