啤酒生产工序详解,关键步骤你知道吗?
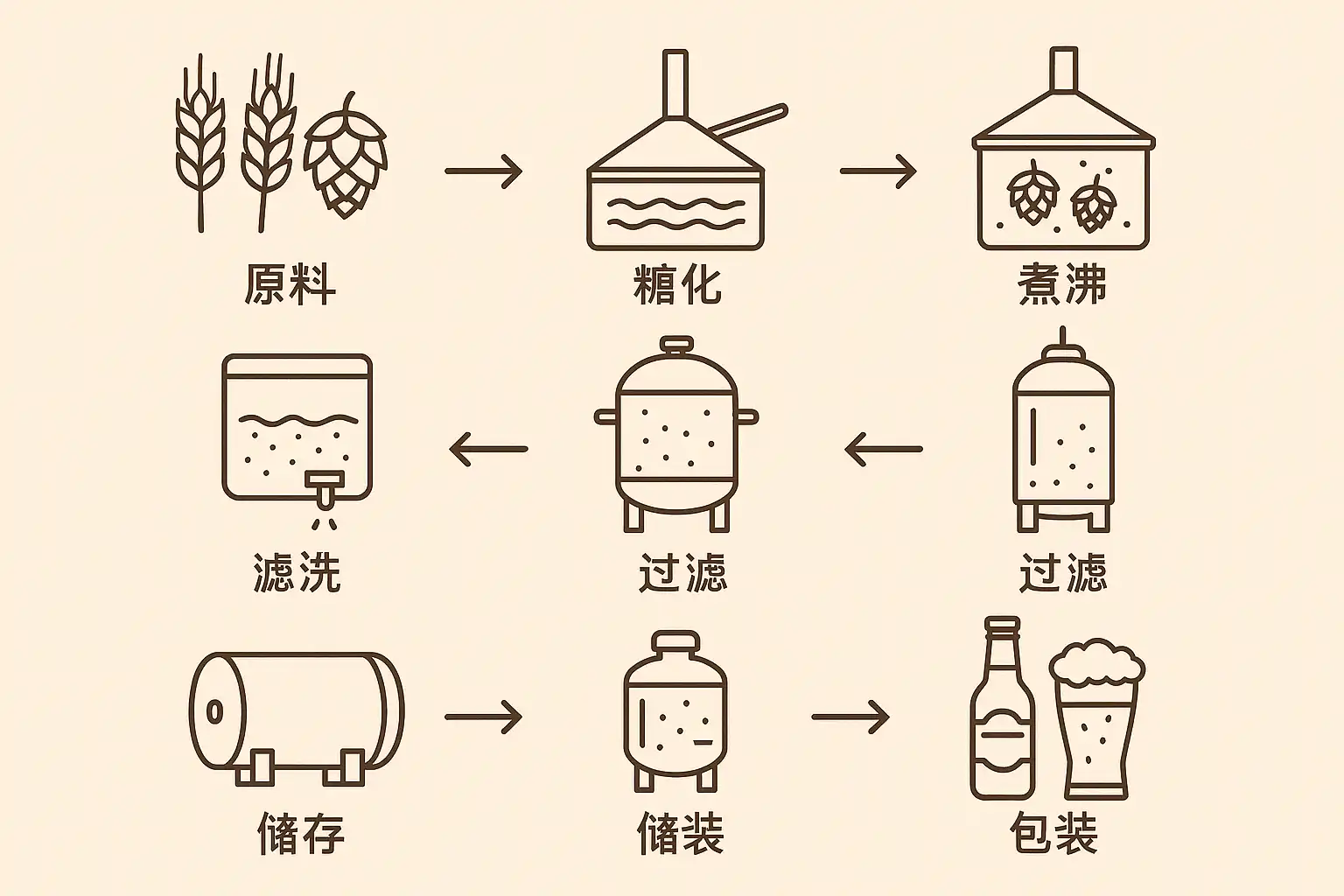
啤酒的生产工序流程复杂、步骤精细,直接影响啤酒的质量与风味。核心关键步骤主要包括:1、原料准备与处理;2、糖化与过滤;3、煮沸与加料;4、冷却与发酵;5、后处理与包装。其中,“糖化与过滤”环节尤为重要,它决定了麦芽中的淀粉能否高效转化为可发酵糖分,并直接影响啤酒的口感、酒精度和风味稳定性。糖化过程涉及多种酶的协同作用,温度和时间控制至关重要,如果操作不当,将导致糖化不彻底,影响后续发酵效果。因此,了解并把握每一个核心环节,是保障啤酒品质的基础。
《啤酒生产工序详解,关键步骤你知道吗?》
一、原料准备与处理
啤酒的主要原料包括水、麦芽、啤酒花和酵母。原料的选择与前期处理直接影响成品啤酒的风味和质量。
1. 原料组成与作用
| 原料 | 作用说明 |
|---|---|
| 水 | 占比高达90%,决定啤酒口感基础和风格 |
| 麦芽 | 提供可发酵糖分与风味物质 |
| 啤酒花 | 赋予苦味、香气,具防腐作用 |
| 酵母 | 发酵糖分,生成酒精和二氧化碳 |
2. 原料处理流程
- 水处理:软化、净化、去除杂质与不良离子。
- 麦芽粉碎:保证适当粒度,便于糖化过程中酶的作用。
- 啤酒花准备:按配方比例计量,预处理以便后续加料。
- 酵母培养:活化、扩繁,确保发酵活性。
3. 影响因素
- 原料的新鲜度、成分含量(如蛋白、酶活性)等对成品啤酒风味和稳定性有直接影响。
- 水质的微量元素(如钙、镁)会影响糖化和发酵。
二、糖化与过滤
糖化是啤酒酿造的核心步骤,通过酶的作用将麦芽中的淀粉转化为可发酵的糖分。过滤则将不溶性固体与麦汁分离。
1. 糖化流程
- 糖化锅加热与温控,分阶段提升温度(常用分步升温法)。
- 温度控制点:常见为45℃(蛋白分解)、62℃(β-淀粉酶活跃)、72℃(α-淀粉酶活跃)、78℃(糖化结束)。
- 保温与搅拌,确保酶均匀作用于浆液。
- 检测糖化程度(使用碘试验)。
2. 过滤流程
- 糖化结束后,将麦汁转移至过滤槽。
- 通过滤床分离麦糟和麦汁,回流过滤,确保麦汁清澈。
- 冲洗麦糟,最大化提取糖分。
3. 关键控制点与常见问题
| 控制点 | 作用与注意事项 |
|---|---|
| 温度 | 不同酶活性区间,直接影响糖化效率 |
| pH值 | 理想范围5.2-5.6,超出影响酶活与风味 |
| 时间 | 过长/过短均影响糖化和最终口感 |
实例说明:某品牌啤酒在糖化阶段采用多步升温工艺,精确控制温度与时间,使得啤酒口感层次丰富,风味稳定,获得了市场好评。
三、煮沸与加料
煮沸环节主要实现麦汁杀菌、浓缩、蛋白质沉淀(形成热凝固物)以及啤酒花的投加与苦味物质提取。
1. 煮沸的目的
- 杀灭杂菌、酶失活,保证后续发酵安全。
- 蒸发多余水分,调整麦汁浓度。
- 促进蛋白质等非溶性物质沉淀,利于后续澄清。
- 提取啤酒花中α-酸,形成啤酒特有苦味。
2. 加料时机与方式
| 加料环节 | 作用与效果 |
|---|---|
| 煮沸初期加花 | 提供苦味为主 |
| 煮沸中段加花 | 兼具苦味与香气 |
| 煮沸末期加花 | 主要提升香气 |
- 特殊风格啤酒可加入香料或辅助原料(如橙皮、香草)。
3. 操作注意事项
- 煮沸强度与时间控制,避免焦糊与风味损失。
- 加料顺序及量要精准,影响风味平衡。
四、冷却与发酵
冷却后进行发酵,是麦汁向啤酒转变的关键环节。
1. 冷却流程
- 煮沸后麦汁需迅速冷却至发酵适宜温度(通常10-20℃)。
- 使用板式换热器或管式冷却器,防止杂菌感染。
2. 发酵工艺
| 发酵类型 | 适用啤酒风格 | 温度范围 | 发酵周期 |
|---|---|---|---|
| 上面发酵 | 爱尔、白啤等 | 15-25℃ | 3-7天(主发酵) |
| 下面发酵 | 拉格、皮尔森等 | 7-15℃ | 7-21天 |
- 主发酵:酵母大量繁殖、代谢生成酒精和二氧化碳。
- 后发酵(熟化):降温,促使杂味物质分解,提升啤酒风味和澄清度。
3. 关键控制因素
- 酵母活性:影响发酵效率与风味。
- 温度波动:会导致发酵不完全或副产物异常。
- 卫生条件:直接关系啤酒品质和安全。
五、后处理与包装
发酵完成的啤酒需经过澄清、过滤、碳酸化、灌装等后处理环节,确保成品安全、稳定、美观。
1. 澄清与过滤
- 常用硅藻土过滤、膜过滤等方法,去除悬浮颗粒和酵母。
- 部分工艺采用巴氏杀菌或无菌灌装,延长货架期。
2. 碳酸化处理
- 调整二氧化碳含量,提升口感和泡沫细腻度。
- 可采用自然发酵产生或人工充气。
3. 灌装与包装
| 灌装方式 | 适用包装类型 | 特点 |
|---|---|---|
| 瓶装 | 玻璃瓶、小瓶啤酒 | 便于运输、保质期长 |
| 听装 | 易拉罐 | 轻便、防光 |
| 桶装 | 啤酒桶、扎啤 | 适合餐饮、酒吧现场供应 |
- 包装前需检测CO₂含量、酒精度、微生物指标等,确保符合标准。
六、关键工序对啤酒质量的影响分析
透彻掌握每一步工序的科学原理和操作细节,是生产优质啤酒的前提。下表对各工序的关键影响点进行总结。
| 工序 | 关键影响点 | 质量控制措施 |
|---|---|---|
| 原料准备 | 原料新鲜度、水质 | 供应商管理、定期检测 |
| 糖化与过滤 | 温度、pH、时间 | 自动化监控、标准化操作 |
| 煮沸与加料 | 时间、加料顺序、强度 | 精确计量、工艺手册 |
| 冷却与发酵 | 冷却速度、酵母活性、温度稳定性 | 设备维护、环境监控 |
| 后处理与包装 | 澄清度、CO₂含量、微生物控制 | 检验标准、卫生管理 |
背景数据与实例
- 根据中国啤酒行业协会数据,自动化程度高、工艺流程科学规范的啤酒厂,产品合格率可达99%以上。
- 某知名啤酒企业通过引入智能生产管理系统,实现全流程监控和数据追溯,产品一致性和口感稳定性显著提升。
七、数字化管理在现代啤酒生产中的应用
随着啤酒行业的升级,智能化、数字化管理已成为提升效率和品质的关键。
1. 数字化管理系统的作用
- 实时监控生产数据,及时发现异常。
- 工艺流程标准化,减少人为误差。
- 数据追溯,便于质量事故溯源。
- 支持工艺改进和科学决策。
2. 简道云生产管理系统简介
简道云生产管理系统是一款灵活易用的数字化管理平台,广泛应用于食品饮料、酿酒等行业。其核心优势包括:
- 模块化设计,流程自定义,适应不同企业需求;
- 数据可视化展示,生产进度、质量指标一目了然;
- 支持移动端操作,便于现场管理和远程协同;
- 提供丰富的生产管理模板,快速上线使用。
官网地址: https://s.fanruan.com/aqhmk
3. 应用案例
以某中型啤酒厂为例,使用简道云系统后,实现了从原料入库到成品出厂的全流程数字化管理,生产效率提升20%,质量投诉率下降30%。
八、总结与建议
啤酒生产工序涵盖原料准备、糖化、煮沸、发酵、后处理等多个关键环节,任何一个步骤的疏漏都可能影响最终品质。建议生产企业:
- 严格把控每个核心工序,完善标准化操作流程;
- 积极引入数字化管理系统,实现数据驱动和流程优化;
- 持续培训员工,提升操作规范性和应急处理能力;
- 定期进行工艺创新和设备升级,保持市场竞争力。
只有这样,才能酿造出高品质、口感独特、风味稳定的啤酒,赢得消费者青睐。
最后推荐:分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改: https://s.fanruan.com/aqhmk
精品问答:
啤酒生产工序的主要步骤有哪些?
我最近对啤酒的制作过程很感兴趣,听说啤酒生产有很多复杂的步骤,具体包括哪些关键流程?能不能帮我详细介绍一下啤酒生产工序的主要步骤?
啤酒生产工序主要包括以下几个关键步骤:
- 糖化(Mashing):将麦芽粉碎并与水混合,通过控制温度(通常在62-72℃)使淀粉转化为糖分。
- 过滤(Lautering):分离麦汁和麦芽渣,获得清澈的麦汁。
- 煮沸(Boiling):麦汁煮沸并添加啤酒花,煮沸时间一般为60-90分钟,杀菌并提取啤酒花香味及苦味。
- 冷却(Cooling):将煮沸后的麦汁迅速冷却至发酵温度,避免细菌污染。
- 发酵(Fermentation):加入酵母,在温控条件下(常见温度为10-20℃)发酵,将糖转化为酒精和二氧化碳。
- 熟成(Maturation):啤酒在低温下存放数周,风味更加醇厚。
- 过滤与包装:去除悬浮物,进行无菌包装。
整个过程严格控制温度和时间,确保啤酒品质稳定。
糖化阶段在啤酒生产中起什么作用?
我知道糖化是啤酒生产的第一步,但不太明确它具体的作用和重要性。为什么糖化阶段如此关键?它对啤酒的口感和品质有什么影响?
糖化阶段是啤酒生产中将麦芽中的淀粉转化为发酵所需糖分的关键步骤。通过控制温度在62℃至72℃之间,麦芽中的酶(主要是α-淀粉酶和β-淀粉酶)分解淀粉成可发酵的麦芽糖和葡萄糖。例如,62℃适合β-淀粉酶活性,产生更多麦芽糖,口感较甜;72℃适合α-淀粉酶活性,产生更多糊精,口感较丰富。糖化不仅决定了啤酒的酒精含量,还影响最终的甜度和口感层次。根据统计,糖化温度的微调可使啤酒发酵效率提升5%-10%。
啤酒生产中如何控制发酵温度?
我听说发酵温度对啤酒口感影响很大,但具体怎么控制发酵温度?在实际生产中,啤酒厂是如何保证发酵温度稳定的?
发酵温度控制是保证啤酒风味稳定的关键。常用的方法包括:
- 使用发酵罐内置冷却夹套,通过冷却水循环调节温度。
- 应用自动温控系统实时监测发酵温度,保持在10-20℃范围内。
- 采用分段温控策略,例如初期低温(10℃)促进酵母活性,后期略升温(15-18℃)加快发酵过程。
案例:某大型啤酒厂通过自动温控系统将发酵温度波动控制在±0.5℃以内,发酵效率提升8%,大幅减少了风味偏差。
啤酒生产工序中啤酒花的作用是什么?
我不太清楚啤酒花在啤酒生产中的具体作用,听说它不仅影响苦味,还能防腐?啤酒花在生产工序中的作用具体体现在哪些方面?
啤酒花在啤酒生产中的主要作用包括:
| 作用 | 说明 | 案例说明 |
|---|---|---|
| 赋予苦味 | 啤酒花中的α-酸在煮沸过程中异构,赋予啤酒适当苦味。 | 典型IPA啤酒苦味值(IBU)可高达60-100。 |
| 增加香气 | 啤酒花挥发油在后期添加,提升花香与果香。 | 双倍干投(dry hopping)增加香气强度30%以上。 |
| 防腐保鲜 | 啤酒花具有天然抗菌作用,延长啤酒保质期。 | 研究表明,含啤酒花啤酒微生物稳定性提升25%。 |
因此,啤酒花不仅调节口感,还起到提升啤酒品质和保存性的多重作用。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/337194/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号