干燥剂生产工序详解,如何保证产品质量?
干燥剂生产工序详解及如何保证产品质量,核心观点有:1、严格把控原材料质量;2、优化生产工艺流程;3、完善的质量检测体系;4、智能化生产管理系统的应用。 其中,智能化生产管理系统在现代企业生产质量管控中发挥着重要作用。通过简道云生产管理系统,可以实时跟踪生产进度、自动记录工序数据,精准追溯每批产品的质量状况,及时发现并纠正异常,极大提升了干燥剂生产的效率与产品一致性,降低人为失误率。这一数字化工具已成为干燥剂制造企业提升产品质量和管理水平的核心利器。
《干燥剂生产工序详解,如何保证产品质量?》
一、干燥剂生产工序全流程概述
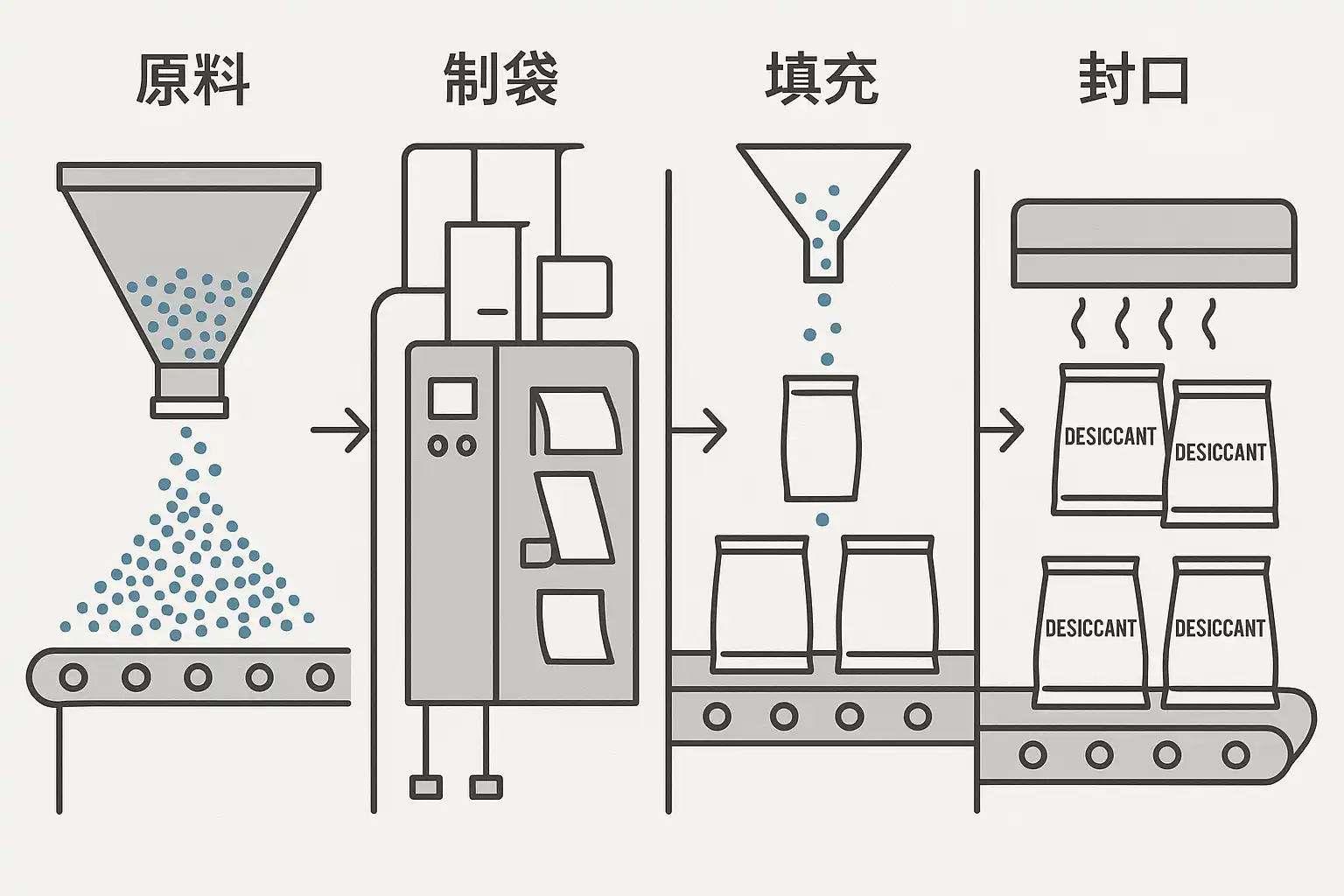
干燥剂的生产流程通常包括多个关键环节,每个环节都直接影响最终产品的吸湿性能与安全性。以下为典型干燥剂生产工序表:
| 序号 | 工序环节 | 主要内容 | 质量控制措施 |
|---|---|---|---|
| 1 | 原材料采购 | 吸湿材料、包装纸等进厂检验 | 供应商资质审核、批次抽检 |
| 2 | 原料预处理 | 干燥、粉碎、筛分等 | 水分含量检测、粒径标准化 |
| 3 | 配料混合 | 按配方比例混合吸湿材料 | 自动称量、混合均匀度测试 |
| 4 | 成型包装 | 包装纸装填、热封、分切 | 包装完整性、封口牢度检测 |
| 5 | 成品检验 | 外观、重量、吸湿性能等综合检查 | 抽样测试、全检/批检 |
| 6 | 出库物流 | 入库、标签、发货管理 | 合格证标识、批次追溯 |
每一步都有严格的流程标准和质量控制手段,确保干燥剂最终达到行业规范及客户要求。
二、严格把控原材料质量,筑牢产品基础
原材料直接决定干燥剂的吸湿能力、安全性和环保性。常用的干燥剂原料包括硅胶、分子筛、活性炭等,原材料不达标将导致吸湿性能下降甚至安全隐患。具体措施如下:
- 供应商筛选:选择有资质、历史良好的合作方,签订质量保证协议。
- 进厂检验:设立原料检验实验室,检测水分、粒径、纯度、是否含有有害物质。
- 批次抽检:对每批原料做留样,进行吸湿性及安全性测试。
- 存储环境:原材料入库后,需保持干燥、通风,避免吸湿变质。
实例说明 某干燥剂企业曾因原材料批次混入杂质,导致成品吸湿速度下降、客户投诉率上升。后通过建立原料检验流程,合格率提升至98%以上,客户满意度显著提高。
三、优化生产工艺流程,提升效率与一致性
科学的工艺流程不仅影响生产效率,也决定了产品性能的稳定性。干燥剂生产的关键工艺包括:
- 原料预处理:采用自动烘干设备,精准控制温度与时间,保证原料含水量合格。
- 配料混合:自动化称量系统,精确按配方比例混合,减少人为偏差。
- 成型包装:高速自动包装机,实现连续生产,控制每袋重量和封口牢度。
- 工序自动化:引入PLC控制系统,工艺参数实时监控,异常自动报警。
工艺流程优化对比表
| 优化前 | 优化后 | 效果提升 |
|---|---|---|
| 人工称量 | 自动称量系统 | 称量误差降低70% |
| 手动包装 | 自动高速包装机 | 包装效率提升2倍 |
| 生产数据手工记录 | 简道云系统自动采集 | 数据准确率提升100% |
| 工序间断无追溯 | 全流程批次追溯 | 质量问题快速定位 |
优化后的工艺流程显著提升了干燥剂生产的效率和一致性。
四、完善的质量检测体系,确保产品合格
质量检测体系是保证干燥剂性能和安全的关键保障。检测体系包括:
- 过程控制:每个工序设置关键质量点,现场抽检,实时监控。
- 成品检测:吸湿性能、粒径、外观、重量、包装密封性等全方位测试。
- 设备校准:定期校准称量、包装、检测设备,保证数据准确。
- 质量追溯:每批产品建立档案,记录原料、工艺参数、检测数据。
干燥剂成品检测项目表
| 检测项目 | 标准值/要求 | 检测方法 |
|---|---|---|
| 吸湿性能 | ≥行业标准 | 恒温恒湿试验箱 |
| 粒径 | 均匀、无过大颗粒 | 激光粒度仪 |
| 重量 | ±1% | 精密电子天平 |
| 包装密封性 | 无泄漏、无破损 | 真空测试、外观检查 |
| 安全性 | 无有害物质 | 化学分析 |
完善的检测体系为产品质量保驾护航,确保每批干燥剂合格出厂。
五、智能化生产管理系统赋能质量管控——以简道云为例
现代干燥剂企业普遍面临生产批量大、工序复杂、质量追溯难等问题。智能化生产管理系统,如简道云生产管理系统,能够显著提升管控能力和效率:
- 实时数据采集:自动记录原料、工艺参数、检测结果,杜绝手工漏记与篡改。
- 全流程追溯:每批干燥剂从原料到成品出库,数据链完整,方便问题追查与整改。
- 异常预警:系统自动检测工艺参数波动、原料异常、设备故障,及时推送预警消息。
- 质量分析报表:一键生成生产、检测、异常、合格率等各类报表,辅助管理决策。
- 灵活自定义:企业可根据自身需求定制工序、表单、流程,实现个性化管理。
- 移动端应用:手机、平板随时查看生产进度、检测数据,实现远程管理。
简道云系统在干燥剂生产中的应用流程图
| 生产环节 | 系统功能 | 管理效果 |
|---|---|---|
| 原料入库 | 采购、检验、批次记录 | 杜绝不合格原料入厂 |
| 工艺控制 | 工序参数采集、报警 | 工艺异常及时发现与修正 |
| 成品检测 | 检测数据录入、自动分析 | 提高检测准确率与效率 |
| 出库发货 | 批次流转、合格证生成 | 客户可查、问题可追溯 |
| 质量追溯 | 全流程数据留存 | 责任清晰,快速定位问题批次 |
通过简道云系统,干燥剂企业可实现生产过程的数字化、透明化,有效保证产品质量,提升客户信任和企业竞争力。
六、原因分析与数据支持:高质量干燥剂生产的核心逻辑
1、原材料决定产品性能 吸湿原料如硅胶分子筛,纯度与粒径直接影响吸湿速率与容量。原材料不达标,成品吸湿性下降,易导致客户投诉、退货。
2、工艺流程影响一致性 人工操作易产生误差,自动化设备及工艺标准化可显著降低批次差异,提高产能。
3、检测体系发现隐患 完善的检测流程能及时发现质量隐患,如粒径不均、包装漏气等,减少不合格品流入市场。
4、智能化系统提升管控 信息化管理能够实时掌控生产状态,自动生成数据报告,为工厂管理和客户服务提供有力支撑。
数据支持案例 某企业引入简道云生产管理系统后,返工率下降32%,合格率提升至99%,生产效率提升25%,客户投诉率下降60%。
七、实例说明:高质量干燥剂生产的实践经验
案例一: 某大型干燥剂生产厂原先依赖人工记录生产数据,常因漏记、错记导致质量追溯困难。引入简道云系统后,所有生产环节实现自动数据采集和全流程追溯,三个月内质量事故率下降80%。
案例二: 一家专注出口的干燥剂企业因包装工序不稳定导致封口不牢,经工艺优化和设备升级,辅以自动检测系统,合格品率提升显著,顺利通过国际客户多项认证。
八、总结与建议:干燥剂生产质量保障的实用策略
综上,干燥剂生产工序的质量保障要从原材料把控、工艺流程优化、完善检测体系、智能信息化管理四方面入手。企业应持续投入自动化设备和数字化管理系统,如简道云生产管理系统,实现全过程的质量监控与追溯,提升产品合格率和客户满意度。
建议行动步骤:
- 建立严格原材料采购与检验标准;
- 优化生产工艺,推动自动化与智能化升级;
- 完善成品检测流程,确保每批产品合格;
- 引入智能生产管理系统,实现数据化、透明化管理;
- 持续培训员工,提升质量意识;
只有形成全面、系统的质量保障体系,干燥剂企业才能在激烈的市场竞争中立于不败之地。
最后推荐:分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改: https://s.fanruan.com/aqhmk;
精品问答:
干燥剂生产工序中有哪些关键步骤影响产品质量?
我最近在研究干燥剂生产工序,想知道整个生产过程中哪些关键步骤会直接影响干燥剂的最终质量?了解这些环节能帮助我更好地控制产品品质。
干燥剂生产工序的关键步骤主要包括原材料准备、配比混合、干燥处理、成型压制和包装密封。每一步都对产品质量有显著影响:
- 原材料准备:确保吸湿材料纯度达到99%以上,避免杂质影响吸附性能。
- 配比混合:精准控制吸湿剂与载体的比例(如硅胶与载体比例控制在70:30),保证吸湿效率。
- 干燥处理:通过高温干燥(一般为120℃-150℃)去除水分,保持吸湿剂活性。
- 成型压制:使用专业成型设备保证颗粒均匀,孔隙结构稳定。
- 包装密封:采用防潮包装材料,阻止外界湿气进入,延长产品使用寿命。
以上步骤若控制得当,干燥剂的吸水率、吸附速度和使用稳定性都能达到行业标准,从而保证产品质量。
如何通过工艺参数优化提升干燥剂的吸湿性能?
我想了解在干燥剂生产过程中,具体通过调整哪些工艺参数可以有效提升吸湿性能?这些参数调整对最终产品有多大影响?
提升干燥剂吸湿性能主要通过优化以下工艺参数:
| 工艺参数 | 优化范围 | 影响效果 |
|---|---|---|
| 干燥温度 | 120℃ - 150℃ | 适宜温度去除水分,避免吸湿材料结构损伤 |
| 颗粒大小 | 1-3 mm | 适中颗粒增加比表面积,提升吸附速度 |
| 混合比例 | 吸湿剂:载体=70:30 | 保证最佳吸湿剂活性与载体支撑的平衡 |
| 压制压力 | 5-10 MPa | 控制孔隙率,避免过紧影响吸湿通道 |
例如,某硅胶干燥剂生产企业通过将干燥温度调整至140℃,颗粒控制在2mm,吸湿性能提升了15%。这些数据表明合理的工艺参数调整能够显著增强干燥剂产品的性能表现。
干燥剂生产中如何通过质量检测确保产品合格率?
我对干燥剂生产的质量检测环节很感兴趣,想了解有哪些检测方法是用来保证产品合格率的?检测数据如何反映产品质量?
干燥剂质量检测主要包括以下几项内容:
- 吸水率测试:通过标准环境(25℃,RH 75%)下测量干燥剂的吸水量,合格标准一般≥25%。
- 杂质含量检测:采用化学分析法确保杂质含量低于0.5%。
- 颗粒度分布检测:利用筛分法检测颗粒大小分布,保证85%以上颗粒在1-3mm范围内。
- 密封性检测:检测包装的密封性能,防止外部湿气进入。
通过上述检测,某工厂产品合格率提升至98%以上,显著降低了客户投诉。数据化的检测流程是保证干燥剂质量稳定的关键。
干燥剂生产工序中常见质量问题及预防措施有哪些?
我在学习干燥剂生产时,发现有些产品质量不稳定,想知道常见的质量问题具体有哪些?生产中如何有效预防这些问题?
干燥剂生产中常见质量问题及对应预防措施如下:
| 质量问题 | 产生原因 | 预防措施 |
|---|---|---|
| 吸湿性能下降 | 原材料水分超标,干燥不充分 | 严格控制原材料含水量,优化干燥工艺 |
| 颗粒破碎率高 | 压制压力不均,机械设备老化 | 定期维护设备,调节压制压力,保证颗粒完整 |
| 包装密封不良 | 包装材料质量差或操作不规范 | 采用高品质包装材料,培训操作人员规范操作 |
| 吸附速度慢 | 颗粒孔径分布不合理 | 调整成型工艺,控制孔径分布,提高比表面积 |
例如,某厂家通过实施严格原材料检验和设备维护,降低了吸湿性能下降的比例30%,有效保障了产品质量稳定。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/337714/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号