挤压模具生产工序详细解析,挤压模具生产工序有哪些步骤?
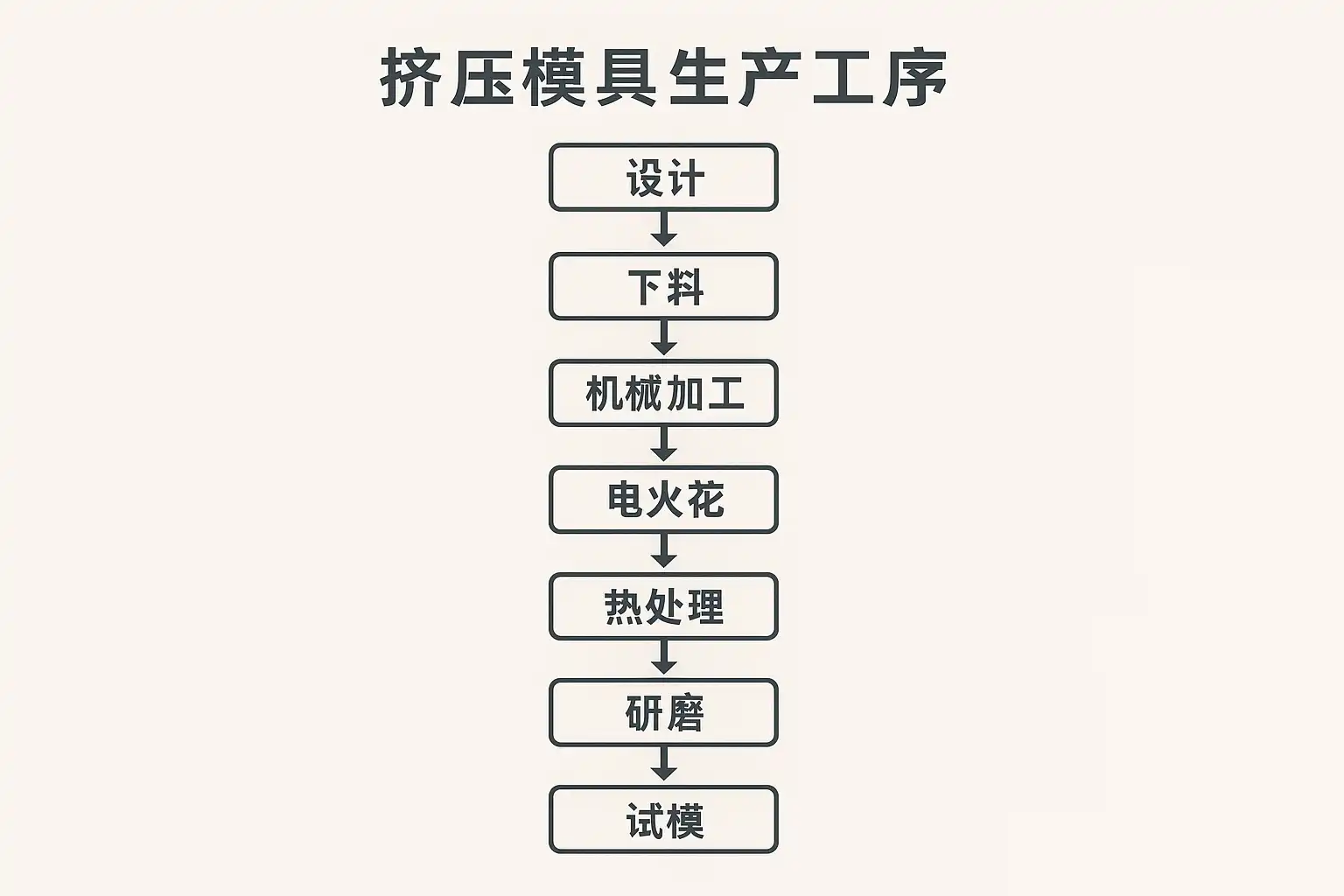
挤压模具生产工序包括1、设计与工艺准备;2、原材料选择与预处理;3、机械加工与热处理;4、装配与质量检验;5、试模与完善等主要步骤。这些环节环环相扣,确保挤压模具的精度和使用寿命。其中,机械加工与热处理是提升模具性能的关键环节。合理的机械加工工艺可以确保模具各部位尺寸精度,而科学的热处理则能优化模具的硬度、韧性和耐磨性,直接决定模具在实际挤压生产中的表现。每一个步骤都有严格的技术要求与流程,生产过程中需要依靠高效的管理系统进行工序跟踪与质量控制,才能保证模具成品的稳定与可靠。
《挤压模具生产工序详细解析,挤压模具生产工序有哪些步骤?》
一、挤压模具生产工序流程总览
挤压模具生产是一项复杂且精密的工业活动,涉及多个工序环节。下表简要展示了整个生产流程:
| 工序环节 | 主要内容 |
|---|---|
| 设计与工艺准备 | 图纸设计、工艺方案制定 |
| 原材料选择与预处理 | 材料采购、检验、预处理 |
| 机械加工 | 粗加工、精加工、特殊加工 |
| 热处理 | 调质、淬火、回火等 |
| 装配与质量检验 | 零件组装、尺寸与性能检测 |
| 试模与完善 | 试模调试、结构优化 |
每个环节都需精细管控,确保最终模具性能达到生产要求。
二、设计与工艺准备
设计与工艺准备是挤压模具生产的起点,决定了模具后续工序的技术路线和质量基础。
主要步骤:
- 模具结构设计:根据挤压制品的形状、尺寸、生产工艺要求,绘制模具图纸。
- 工艺方案制定:选择合适的加工方法、热处理工艺和装配流程。
- 技术评审:设计方案需经过技术团队评审,确认可行性和经济性。
- 数字化管理:通过生产管理系统(如简道云生产管理系统)录入、归档设计文件,实现信息流转与版本控制。
背景与作用: 设计阶段直接影响模具的加工难度、生产效率及后续的维护成本。现代模具企业普遍采用三维CAD、CAE辅助设计,提升设计精度和模拟分析能力。生产管理系统的集成应用,能实现设计数据与生产任务的无缝衔接,减少沟通成本,提升项目响应速度。
三、原材料选择与预处理
模具性能很大程度上取决于原材料选择和处理。
关键要点:
- 原材料选择:常用材料有高合金钢、热作模具钢(如H13、SKD61)、钨钢等。
- 材料检验:包括化学成分分析、机械性能测试、表面质量检验。
- 材料预处理:如退火、正火、去除氧化皮,提高材料加工性能。
工序流程列表:
- 采购合格原材料
- 进厂检验
- 物理与化学性能测试
- 预热或热处理(如退火)
- 物流分配至各加工岗位
实例说明: 某铝型材厂采用H13钢作为挤压模具材料,通过严格的材料入库检验和退火预处理,显著降低了模具变形和裂纹的发生率,提高了模具使用寿命。
四、机械加工与热处理
这一环节是模具制造的核心,决定了模具的精度和性能。
主要加工步骤:
- 粗加工:车削、铣削、钻孔,去除多余材料,形成基本形状。
- 精加工:磨削、线切割、电火花加工,确保高精度尺寸和复杂结构。
- 特殊加工:如深孔钻、表面处理等,满足特殊结构需求。
热处理流程:
- 调质处理:提高钢材韧性,增强抗冲击能力。
- 表面淬火或整体淬火:提升表面硬度,提高耐磨性。
- 回火:消除应力,防止模具脆性断裂。
机械加工与热处理工序表:
| 加工阶段 | 加工方式 | 作用 |
|---|---|---|
| 粗加工 | 车、铣、钻 | 基本成型,去除余量 |
| 精加工 | 磨、线切割、电火花 | 高精度、复杂结构成型 |
| 热处理 | 调质、淬火、回火 | 改善力学性能 |
| 表面处理 | 抛光、涂层 | 降低摩擦,提升寿命 |
详细解释: 机械加工与热处理决定了模具的最终尺寸精度和物理性能。高精度数控设备及先进热处理工艺的应用,使得挤压模具能够满足高强度、高耐磨的需求。生产管理系统可实现工序进度自动跟踪、工艺参数实时记录,确保加工环节质量可控。
五、装配与质量检验
模具零件加工完成后,需进行装配和全面检验。
装配步骤:
- 零件清洗与去毛刺
- 按设计图纸装配各部件
- 润滑与防护处理
- 装配精度测量与调整
质量检验内容:
- 尺寸精度:使用三坐标测量仪、卡尺等工具检测各关键尺寸。
- 性能测试:如硬度检测、表面粗糙度评估。
- 结构完整性:检查装配是否牢固,有无松动或缺陷。
装配与检验流程表:
| 环节 | 检测工具/方法 | 目标 |
|---|---|---|
| 清洗去毛刺 | 超声波清洗、人工去毛刺 | 保证无杂质、无毛刺 |
| 装配 | 按照图纸操作 | 部件正确组合 |
| 精度测量 | 三坐标、卡尺等 | 确保关键尺寸合格 |
| 性能检测 | 硬度计、粗糙度仪 | 达到使用要求 |
补充说明: 质量检验是确保模具能够顺利用于挤压生产的关键环节。通过系统化的检验流程,可以及时发现和整改潜在问题,避免后续生产环节的损失。生产管理系统可自动生成检验报告,支持数据追溯和问题分析。
六、试模与完善
试模是将模具安装到挤压机上,进行实际挤压试验,检验模具工作性能。
试模流程:
- 模具安装到挤压设备
- 挤压试验,观察型材质量
- 调整模具参数,优化制品尺寸与表面质量
- 记录试模数据,反馈至设计与工艺部门
- 必要时进行模具结构优化和二次加工
流程图表:
| 步骤 | 主要内容 | 反馈与处理 |
|---|---|---|
| 安装 | 模具定位、设备调试 | 确认安装稳固 |
| 试挤压 | 小批量试制 | 检查型材质量 |
| 调整 | 参数微调、结构优化 | 提升产品合格率 |
| 数据记录 | 试模结果、问题点整理 | 反馈给设计与生产环节 |
| 完善 | 二次加工、工艺改进 | 提高模具综合性能 |
背景说明: 试模阶段不仅检验模具本身的制造质量,还能发现设计或工艺上的不足。通过实时数据采集与分析,企业可快速响应客户需求,提升竞争力。生产管理系统在此阶段可实现问题追踪、快速工序调整和数据归档,有效提升管理效能。
七、信息化管理在模具生产中的应用
随着制造业数字化转型,信息化管理系统在模具生产中发挥着越来越重要的作用。
典型应用功能:
- 生产计划管理:自动排程、工序进度可视化
- 工艺参数监控:实时记录和追溯加工、热处理参数
- 质检数据管理:检验报告自动生成,数据归档可追溯
- 设计文件管理:版本控制、权限分配
- 设备与物料条码管理:提高流转效率,降低出错率
简道云生产管理系统优势:
- 支持自定义模板,灵活适配各种生产流程
- 可集成ERP、MES等系统,打通企业信息孤岛
- 数据分析与看板功能,提升管理层决策效率
- 强大的权限管理与协同功能,确保数据安全与流畅业务协作
实例补充: 某模具企业引入简道云生产管理系统后,生产效率提升20%,产品不合格率降低15%,工序响应速度显著加快,数据流转实现无纸化和自动化。
八、结论与建议
挤压模具生产工序涵盖了设计与工艺准备、原材料选择与预处理、机械加工与热处理、装配与质量检验、试模与完善等关键环节。每个步骤都需要精细管理和高标准执行,才能确保模具性能和挤压产品质量。现代信息化管理系统(如简道云生产管理系统)在整个工序流程中发挥着不可替代的作用,显著提升了生产效率和产品质量。
建议与行动步骤:
- 企业应加强各工序环节的技术管控,优化设计与加工流程。
- 推广信息化管理系统,提升数字化生产与数据追溯能力。
- 建立完善的质量检验和反馈机制,快速响应市场需求。
- 注重员工技能培训,提升整体制造水平。
最后推荐: 分享一个我们公司在用的生产管理系统的模板,需要可自取,可直接使用,也可以自定义编辑修改: https://s.fanruan.com/aqhmk
精品问答:
挤压模具生产工序有哪些主要步骤?
我对挤压模具生产工序不是很了解,想知道从设计到成品通常会经过哪些步骤,尤其是每个步骤的具体内容和顺序是怎样的?
挤压模具生产工序主要包括以下几个步骤:
- 设计阶段:根据产品需求,进行模具结构设计,确保模具强度和耐用性。
- 材料选择:选择适合的高强度模具钢材,如Cr12MoV等,保证模具寿命。
- 加工制造:采用数控铣削、线切割、电火花等技术完成模具零件成型。
- 热处理:通过淬火和回火提高模具硬度,一般硬度达到HRC50-58。
- 装配调试:组装模具零件,进行试模调整,确保产品尺寸及质量符合要求。
通过以上步骤,确保挤压模具生产流程科学、合理,提高模具的使用效率和产品质量。
挤压模具热处理在生产工序中起什么作用?
我听说热处理对挤压模具很重要,但具体它在生产工序里有什么作用?为什么要做热处理?它对模具性能的影响有多大?
热处理是挤压模具生产工序中的关键环节,主要作用包括:
- 提高硬度:通过淬火,模具钢硬度可提升至HRC50-58,增强耐磨性。
- 改善韧性:回火工艺降低内应力,防止模具脆裂。
- 延长寿命:良好的热处理能使模具使用寿命提升30%-50%。
例如,采用Cr12MoV钢材的模具,经高温淬火和回火处理后,其耐磨性能明显提升,减少了因磨损导致的生产停机时间。
数控加工技术在挤压模具生产工序中的应用有哪些?
我想了解数控加工技术在挤压模具制造过程中具体用到了哪些工序?它相比传统加工有什么优势?
数控加工技术是挤压模具生产工序中的核心加工手段,主要应用包括:
| 加工工序 | 技术手段 | 作用 |
|---|---|---|
| 粗加工 | 数控铣削 | 快速去除毛坯多余部分,形成模具大致轮廓 |
| 精加工 | 数控铣削、线切割 | 保证模具精度和表面光洁度,达到±0.01mm的尺寸精度 |
| 孔加工 | 数控钻削 | 加工定位孔和装配孔,保证装配精准 |
数控加工相比传统手工加工,具有加工精度高、效率快、重复性好等优势,能显著提升模具质量及生产效率。
如何通过装配调试确保挤压模具的生产质量?
挤压模具生产完成后,为什么还要进行装配调试?这个环节具体包含哪些操作?怎样保证最终产品的质量?
装配调试是挤压模具生产工序的最后关键步骤,主要内容包括:
- 零件组装:将模具各零件按设计要求组装,确保配合间隙符合标准。
- 试模检测:进行多次试模,检测产品尺寸、表面质量和缺陷。
- 调整优化:根据试模结果,调整模具间隙、导向件位置等,确保产品稳定合格。
通过科学的装配调试,模具产品合格率可提升至95%以上,显著减少因模具问题导致的生产停滞和返工。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/338068/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号