
在制造业,很多老板都面临一个现实问题:
产品越来越个性化,客户要求越来越快,但库存压力却越来越大。
如何在满足客户个性化需求的同时,又不被库存压垮?
这就得说到制造业的五大生产模式——ATO、MTS、MTO、ETO和CTO。今天,我们就来聊聊这些模式,帮你找到最适合自己的生产方式。
文章参考>> https://www.jiandaoyun.com
一、制造业生产模式:为什么需要它们?
想象一下:
你开了一家工厂,生产的产品有标准款,也有需要客户定制的。
- 如果你把所有产品都按标准生产,客户可能不满意;
- 如果你每件产品都按定制生产,库存又会积压,成本也会飙升。
这时候,生产模式就显得特别重要了。
五大生产模式不是"谁更好"的问题,而是"谁更适合你"的问题。
它们决定了你是"先生产后销售",还是"先有订单再生产",以及在生产过程中对库存的依赖程度。选择合适的模式,能让你在满足客户需求和控制成本之间找到最佳平衡点。
二、五大生产模式详解
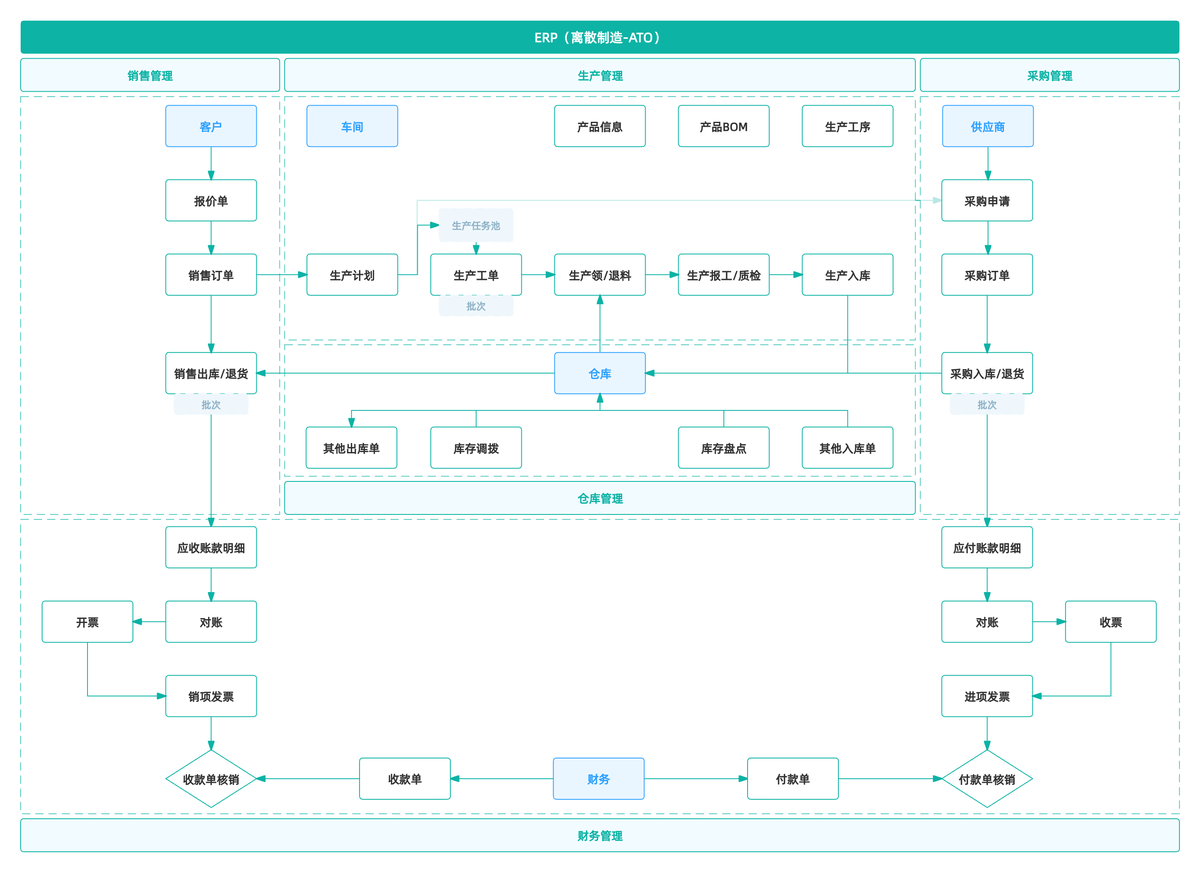
1. 按订单装配(ATO)
简单说:先备好通用零部件,客户下单后快速组装。
适用场景:比如你生产电脑,有标准的主板、内存等零部件,客户下单后,根据需求组合成特定配置的电脑。

特点:
- 产品:零部件标准化,成品可配置
- 客户需求:客户会给出特定配置需求
- 库存:需要保持一定数量的零部件库存
- 交货期:中等(只需要组装,不需要从头生产)
- 适合企业:2000万-5亿规模,后制程装配型企业
优势:比完全定制生产快,又能满足一定个性化需求。
常见误区:以为ATO就是简单组装,其实关键在于零部件的标准化程度和库存管理能力。
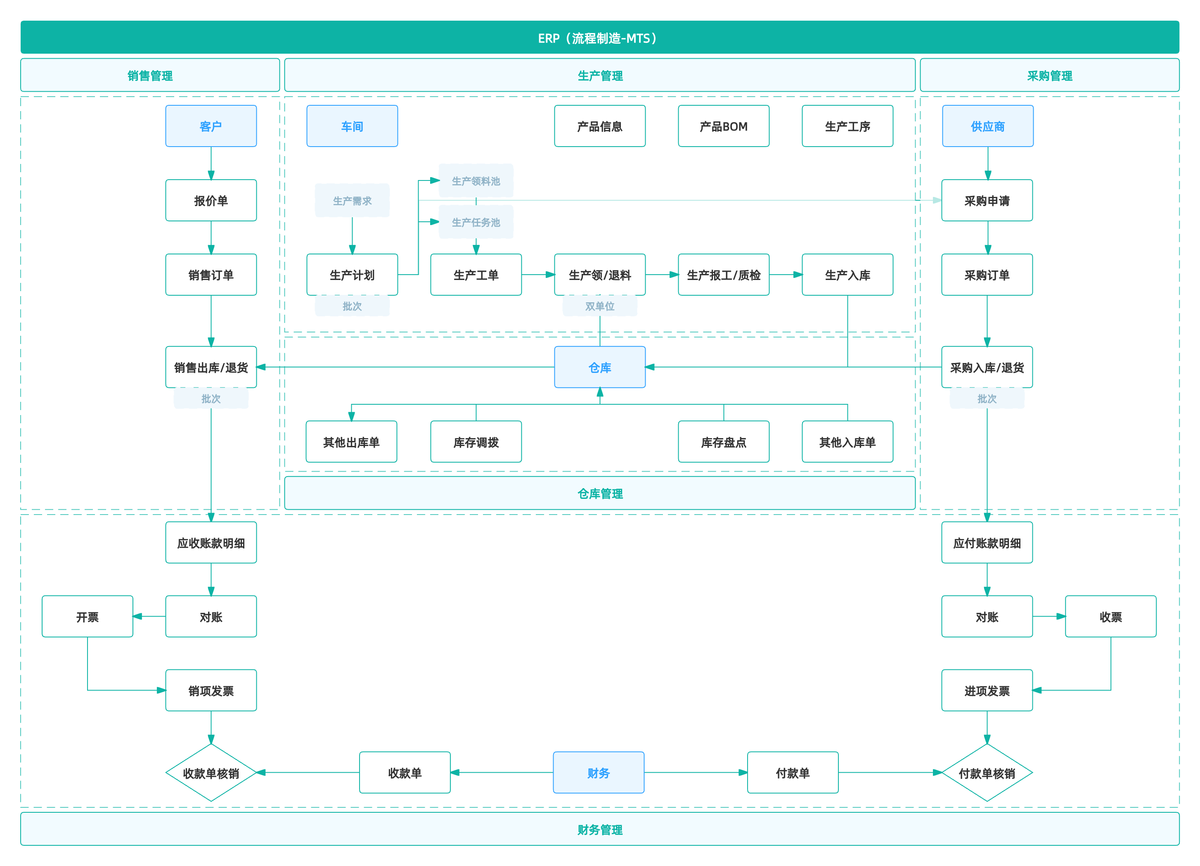
2. 按库存生产(MTS)
简单说:根据预测提前生产,客户下单后直接发货。
适用场景:比如生产日用消费品、基础化工产品,这些产品需求相对稳定,可以提前预测。

特点:
- 产品:标准产品,BOM固定
- 客户需求:标准产品需求
- 库存:需要有较强的预测能力
- 交货期:最短(有现成成品库存)
- 适合企业:2000万-5亿规模,上游/前制程生产企业
优势:交货快,客户满意度高。
常见误区:以为MTS就是"随便生产",其实预测不准会导致库存积压,反而增加成本。
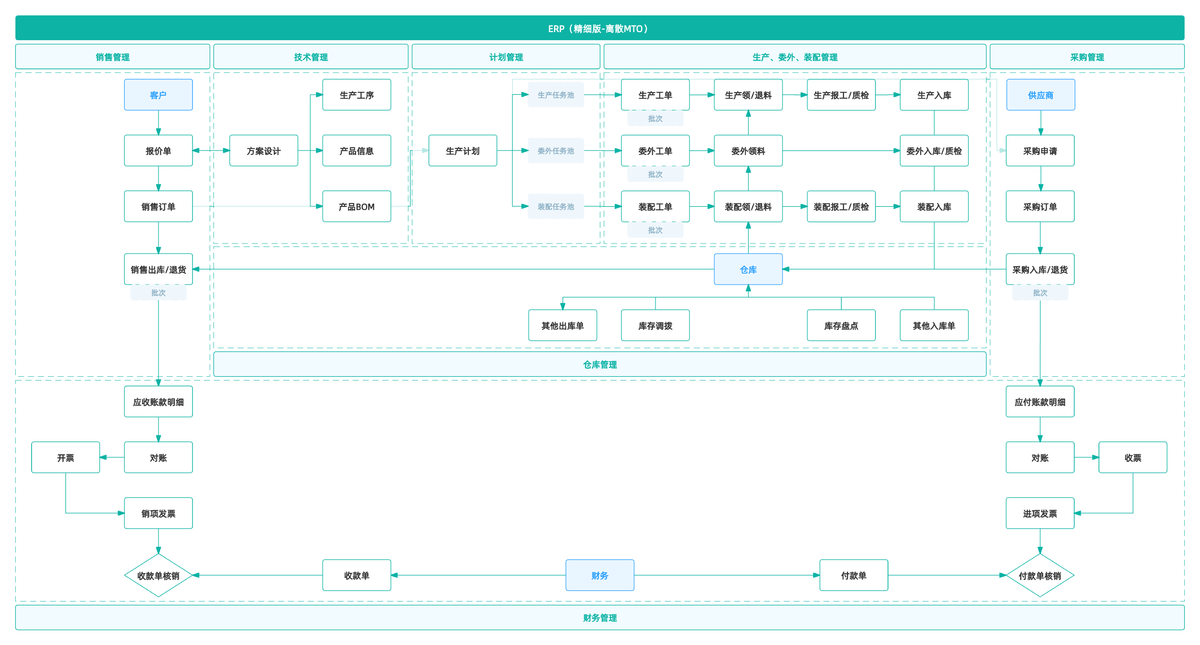
3. 按订单生产(MTO)
简单说:客户下单后才开始生产,可能备些原材料。
适用场景:比如贴牌生产、来料加工、改部分组件配置等。

特点:
- 产品:有定制需求的标准产品
- 客户需求:定制需求,无法预测
- 库存:库存压力小,但会备少量原材料
- 交货期:较长(需要从头生产)
- 适合企业:2000万-5亿规模
优势:减少库存压力,能较好满足客户定制需求。
常见误区:以为MTO就是"零库存",其实少量原材料库存是必要的,否则会耽误生产。
4. 按订单设计(ETO)
简单说:客户下单后,先设计产品,再生产。
适用场景:比如大型工业设备、特殊工程设备,每台设备都可能不同。

特点:
- 产品:非标产品,需要专项设计
- 客户需求:完全非标定制
- 库存:库存压力小
- 交货期:最长(需要设计、生产、测试)
- 适合企业:2000万-5亿规模,定制生产型企业
优势:能提供高度定制化产品,满足客户独特需求。
常见误区:以为ETO就是"完全定制",其实设计、生产、测试都需要严格管理,不能简单理解为"客户说啥就做啥"。
5. 按订单配置(CTO)
简单说:产品设计成模块化,客户选择配置,企业快速组装。
适用场景:比如高端计算机、服务器、工业机器人,客户可以在标准基础上选择不同配置。
特点:
- 产品:零部件标准化,成品可配置
- 客户需求:BOM标准,但需求多样
- 库存:需要保持大量规格型号的零部件库存
- 交货期:较短(只需快速组装)
- 适合企业:1亿-10亿规模,大型装配型企业
优势:交货期比ATO更短,能快速响应多样化配置需求。
常见误区:以为CTO就是ATO的升级版,其实CTO更强调模块化设计和配置的灵活性。
三、五大模式的差异对比
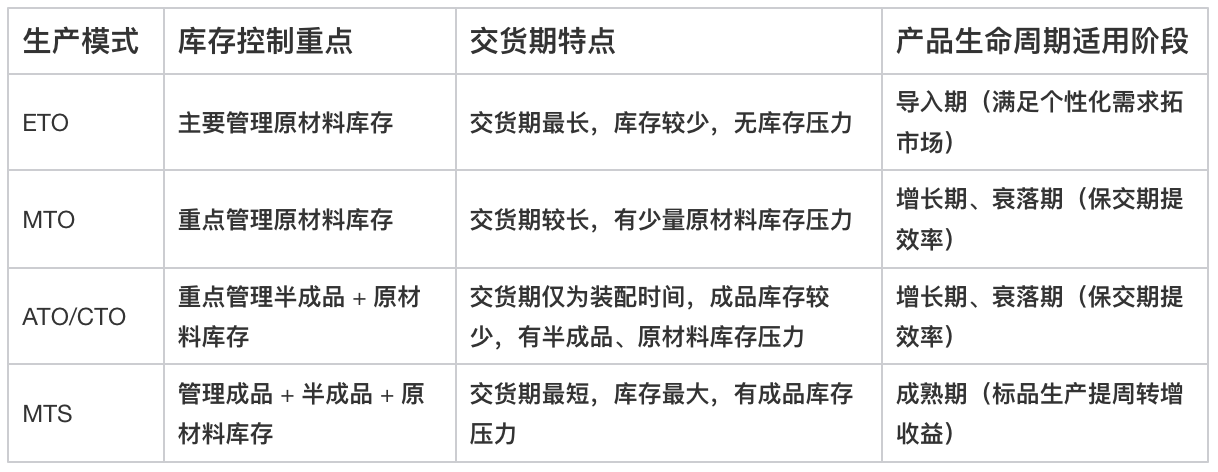
1. 从库存控制角度看
- ETO:主要管理原材料库存,因为需要根据设计定制生产。
- MTO:重点管理原材料库存,备好原材料后才能开始生产。
- ATO和CTO:重点管理半成品和原材料库存,备好零部件库存后,根据订单快速组装。
- MTS:管理成品、半成品和原材料库存,根据预测提前生产。
2. 从交货期角度看
- MTS:交货期最短,库存最大,有成品库存压力;
- ATO/CTO:交货期仅是装配时间,成品库存较少,有半成品、原材料库存压力;
- MTO:交货期较长,有少量原材料库存压力;
- ETO:交货期最长,库存较少,无库存压力。
3. 从产品生命周期角度看
- 导入期:采用ETO模式,通过满足个性化需求打开市场。
- 增长期和衰落期:采用MTO或ATO模式,保证最低的订单延迟、最大化资源利用率。
- 成熟期:采用MTS模式,以标品生产为主,加快库存周转,获得更高收益。
四、企业如何选择适合自己的生产模式?
1. 从产品标准化程度入手
不要追求"全定制",而是分析哪些部分可以标准化。比如,可以将产品设计成几个核心模块,客户只需选择配置。这样既能满足个性化需求,又能提高生产效率。
实操建议:先对产品进行拆解,找出哪些零部件可以标准化,哪些需要定制。然后,逐步提高标准化程度。
2. 建立灵活的库存策略
- 对于ATO和CTO模式,建立零部件的库存安全阈值,避免缺料影响生产。
- 对于MTS模式,加强市场预测能力,避免过度库存。
- 对于MTO和ETO模式,建立快速响应的供应链,减少等待时间。
实操建议:不要一上来就备满库存,而是根据历史销售数据和客户订单,设置合理的安全库存水平。
3. 重视数据驱动决策
- 收集历史销售数据,提高预测准确性。
- 跟踪不同模式下的库存周转率、交货周期等指标,持续优化。
- 利用简单的系统(如Excel或轻量级软件),实现库存、生产、销售数据的实时共享。
实操建议:先从最简单的数据收集开始,比如每周记录一次关键零部件的库存和消耗情况。
4. 从小范围试点开始
不要一上来就全面推行新生产模式,可以先选择一两条产品线进行试点,验证效果后再逐步推广。
实操建议:选一条产品线,尝试从MTS转为ATO,观察3-6个月的效果,再决定是否推广。
5. 培养跨部门协同能力
生产模式的转变不是生产部门的事情,需要销售、采购、生产、仓储等多部门协同。建立跨部门沟通机制,共同优化流程。
实操建议:每月召开一次生产模式优化会议,邀请相关部门参与,共同讨论问题和解决方案。
五、结语
制造业的生产模式不是一成不变的,而是需要根据产品生命周期、市场需求和企业自身能力不断调整。了解这五大生产模式,不是为了追求"最先进"的模式,而是为了找到最适合自己的方式。在选择生产模式时,不要盲目跟风,要结合自身实际情况,从小处着手,逐步优化。
记住,没有最好的模式,只有最适合的模式。你的产品特点、客户需求和企业能力,才是决定生产模式的关键。

六、常见问题解答
FAQ1:如何判断我的产品应该采用哪种生产模式?
判断产品适合哪种生产模式,需要从产品特点、客户需求和企业能力三方面综合考虑。
首先,分析产品是否标准化:
- 如果产品是完全非标、需要单独设计的,比如大型工程设备,那么ETO模式可能更适合;
- 如果产品有标准基础,但客户需要配置,比如计算机或手机,那么CTO模式会更合适;
- 如果产品是标准的,比如日用消费品,那么MTS模式是最佳选择。
其次,考虑产品所处的生命周期:
- 导入期适合ETO,增长期适合ATO或MTO,成熟期适合MTS。
最后,评估企业自身能力:是否具备足够的库存管理能力?供应链能否支持快速响应?不要盲目追求"先进"模式,而是选择最适合自己的。
建议先做个小范围测试,比如选择一条产品线,尝试不同模式,观察交货期、库存周转率等指标变化,再决定哪种模式最适合。
FAQ2:我是一家小型制造企业,预算有限,如何开始实施合适的生产模式?
作为小型企业,不必一开始就追求全面的ERP系统,可以从最基础的库存管理开始。
- 首先,确定你的产品是否可以标准化,如果是,可以先尝试按订单装配(ATO)模式,提前准备一些通用零部件。
- 其次,使用简单的电子表格或轻量级系统,跟踪零部件库存和订单状态。
- 然后,逐步收集数据,分析哪种模式能让你的交货期缩短、库存周转率提高。
重要的是不要急于求成,从小范围开始试点,比如选择一两条产品线,验证效果后再逐步推广。这样既节省成本,又能获得实际经验。同时,不要忽视跨部门沟通,即使没有复杂系统,也可以通过定期会议,让销售、采购、生产部门共同讨论优化方案。
FAQ3:我采用MTS模式,但库存积压严重,怎么办?
库存积压是MTS模式的常见问题,但有几种实用方法可以解决。
- 首先,加强市场预测能力,可以采用历史销售数据、行业趋势和客户反馈来提高预测准确性。
- 其次,实施动态库存管理,设置安全库存阈值,当库存低于阈值时才触发生产。
- 第三,考虑采用"按需生产"的混合模式,即大部分产品按MTS生产,但对高价值或高需求产品采用MTO模式。
- 第四,与客户协商,实施"订单预付"或"预售"模式,提前锁定需求。
- 第五,定期清理滞销产品,通过促销或打包销售减少库存压力。
关键是不要把所有产品都按MTS模式生产,而是根据产品特性和市场表现,动态调整生产策略。比如,将产品分为A类(高价值、高需求)、B类(中等)和C类(低价值、低需求),对不同类别采取不同的生产策略。


