
这几年,无论你是做电子、机械、汽配,还是做食品、化妆品、医疗器械,只要跟生产制造沾边,你一定听过一句话:
“工厂想提升效率,MES 必须上。”
但很多老板一听就懵:
“我也知道要上系统啊,但 MES 到底管啥?到底能解决我哪些现场痛点?花了几十万甚至几百万,到底值不值得?”
今天我们不讲术语、不绕弯子,把 MES 的底层逻辑拆开讲清楚。 一句话:
MES 不是一个系统,是把生产现场从混乱走向可控的管理工程。
只要你把这篇文章读完,你就能判断
- MES 到底值不值钱
- 你的工厂需不需要
- 你现在的问题能不能靠 MES 解决
一、为什么现在的工厂,离不开 MES?
核心就三个字:不可控。我接触过很多生产企业,一个共同点:
- 数据全靠喊
- 进度全靠问
- 管理全靠经验
- 问题全靠感觉
你看看这些是不是熟悉场景:
1. 工单跑哪去了?没人知道
计划排下去之后,到了产线会怎样?
- 做到哪道工序了?
- 今天的产量能不能完成?
- 卡在谁手上了?
- 哪条产线最慢?
通常回答就是——“我问下班长”、“我去车间看看”、“我估计一下”。
靠感觉,就是不可控。
2. 停机原因永远说不清
一个产线停了:
- 工人说:设备坏了
- 设备说:物料不到位
- 物料说:计划排得太紧
- 计划说:我排得没问题,是车间慢
最后互相扯皮,解决不了问题。
3. 质量问题只能猜是哪里出错
客户投诉了、不良率突然飙高、返修率上升,但要问一句:
“问题到底出在哪个工序?”
没人说得清。
查不清源头 → 只能扩大返工 → 损失更大。
4. 生产日报永远是昨天补的
真正能做到实时产量统计的工厂,太少。大部分是:
- 工人下班前填一张纸
- 组长晚点录 Excel
- 品质和设备的数据靠再手抄
- 老板第二天才能看到“昨天的情况”
这不是管理,这是事后复盘。所以 MES 最核心的价值只有一句:
让生产现场透明、可控、有节奏,让老板不用靠喊、靠问、靠运气。
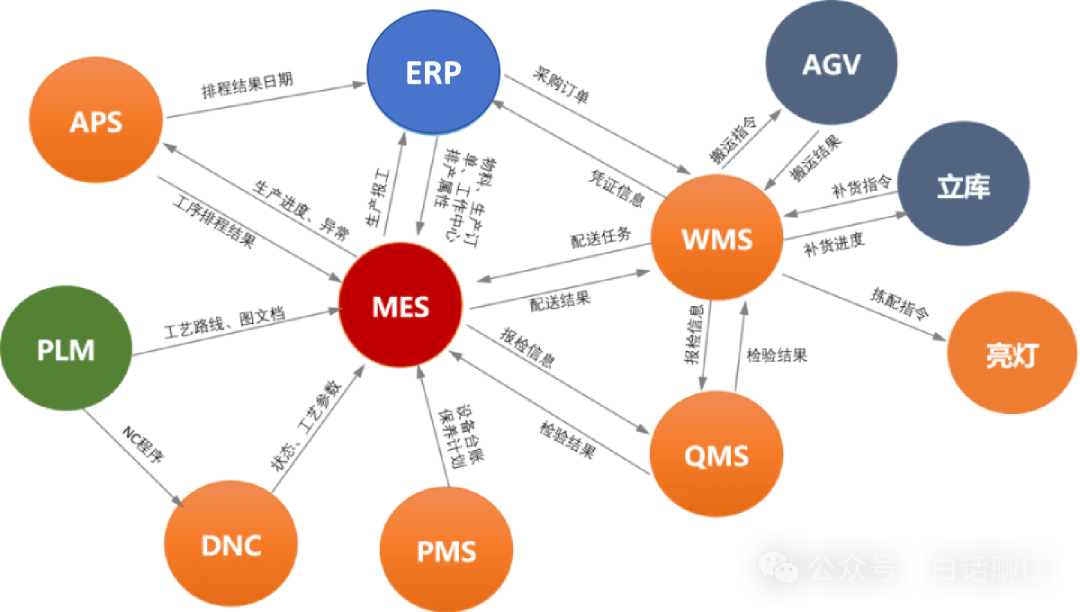
二、MES 的底层逻辑就三条线:计划线、执行线、数据线
如果你搞懂这三条主线,你就真正理解 MES。
1. 计划线:从排计划靠经验到计划能跑得通
很多工厂的计划排法是这样的:
- 接单靠拍脑袋
- 排产看 Excel
- 工单拆分靠经验
- 产能靠感觉估
- 一旦来个急单,全盘乱套
MES 的计划线做的是:
把大目标拆成可执行的、按节拍跑得通的工单。包括:
- 产能是否足够?
- 物料是否齐套?
- 设备有没有维护计划?
- 班组人员是否到位?
- 工艺路线是否合理?
MES 把这些要素揉在一起算出来,不是为了自动化酷炫,而是为了让计划排得稳、执行不打架。
2. 执行线:工单如何跑?异常如何处理?节奏怎么稳定?
工厂最大的问题不是计划排不好,而是:计划下去了,现场执行完全另一码事。
MES 的执行线就是管:
- 工单怎么派到产线?
- 每道工序怎么流转?
- 产线节拍怎么监控?
- 停机如何响应?
- 异常如何流转?
- 每个工位的 WIP(在制品)如何控制?
实话讲,大部分工厂混乱不是系统问题,而是执行不透明。
MES 把工单、工序、设备、人、物料全部串成一条可视化执行链,你终于能看到:
- 哪里慢了
- 哪里堵了
- 哪里停了
- 哪里浪费了
这就是执行可控。

3. 数据线:数据不是报表,是解决问题的子弹
很多工厂不是没数据,而是:
- 数据不准
- 数据太慢
- 数据很乱
- 数据都躺在 Excel 里
- 数据没有变成行动
MES 的数据线做三件事:
- 实时采集(人、机、料、法、环):工人扫码、设备 IoT 自动采、工艺参数自动上传。
- 数据加工(清洗 → 结构化 → 关联) :产量、节拍、良率、停机等全部连成“因果链”。
- 数据呈现(看板、日报、分析报表) :不需要任何人做报表,系统自动生成。
让老板第一眼就能看到问题,而不是事后补救。

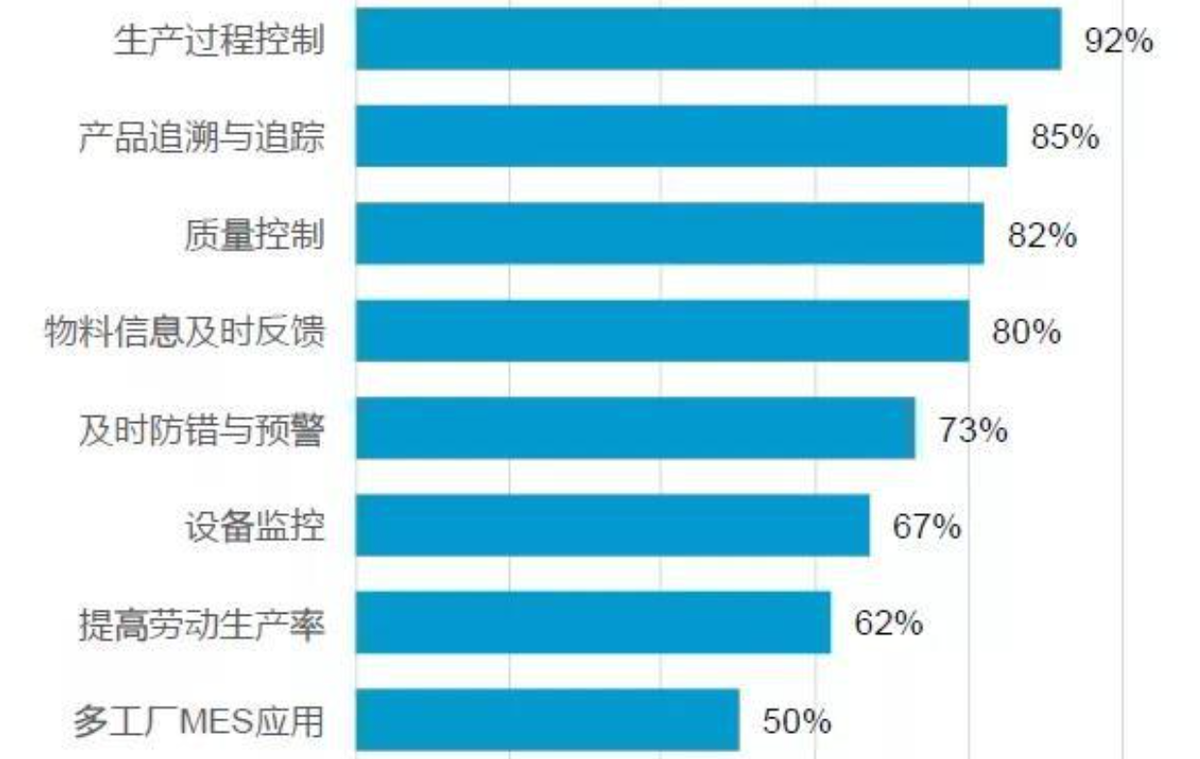
三、MES 六大核心模块:每一个都能解决一个真实痛点
下面我用最接地气的话,把六大模块讲清楚。
1. 生产计划排程:把大目标拆成能执行的工单
工厂没有计划能力,是一切混乱的开始。MES 的排程就是把你原本靠 Excel、靠经验做的事情系统化:
- 自动拆工单
- 自动排工序
- 自动检查物料是否齐套
- 自动计算最长瓶颈工序
- 自动生成交期预测
- 急单插入自动重排
最关键的,是讲一句实话:
MES 排的不是计划表,排的是能跑通的生产节奏。
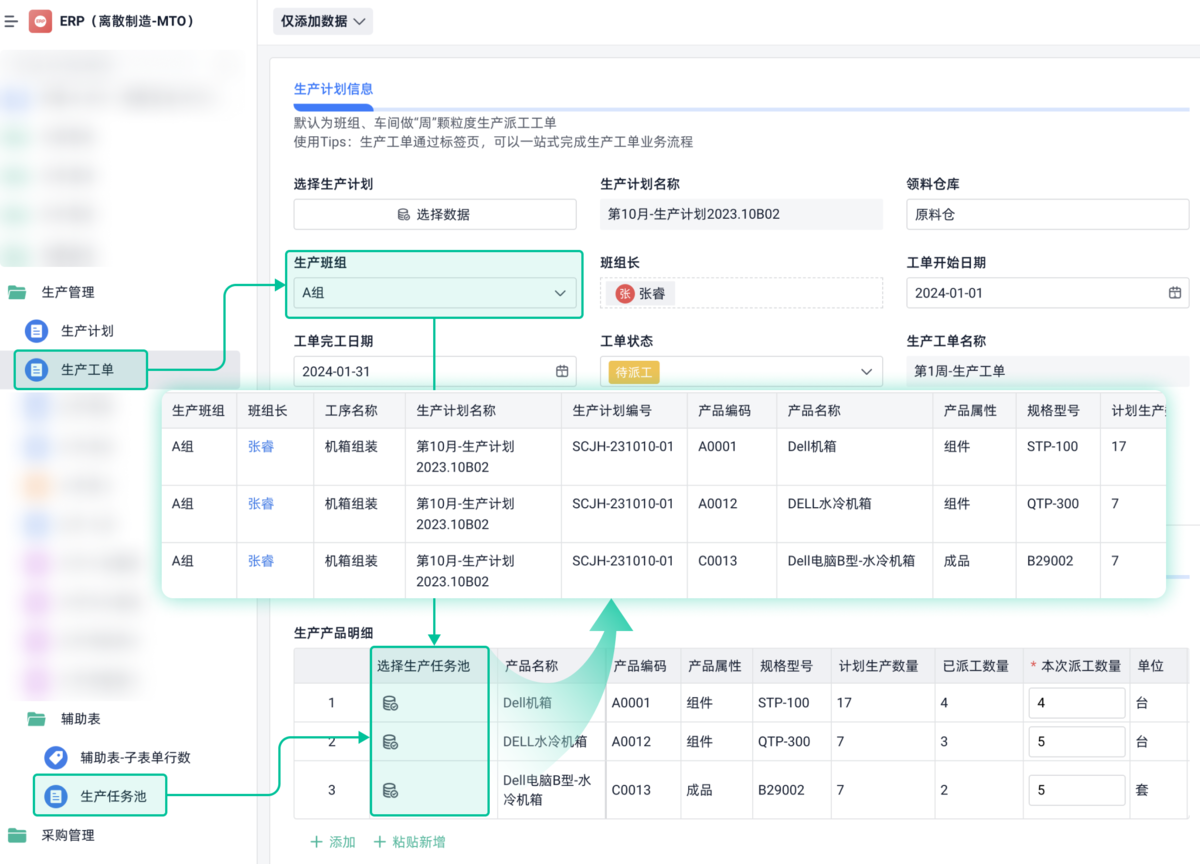
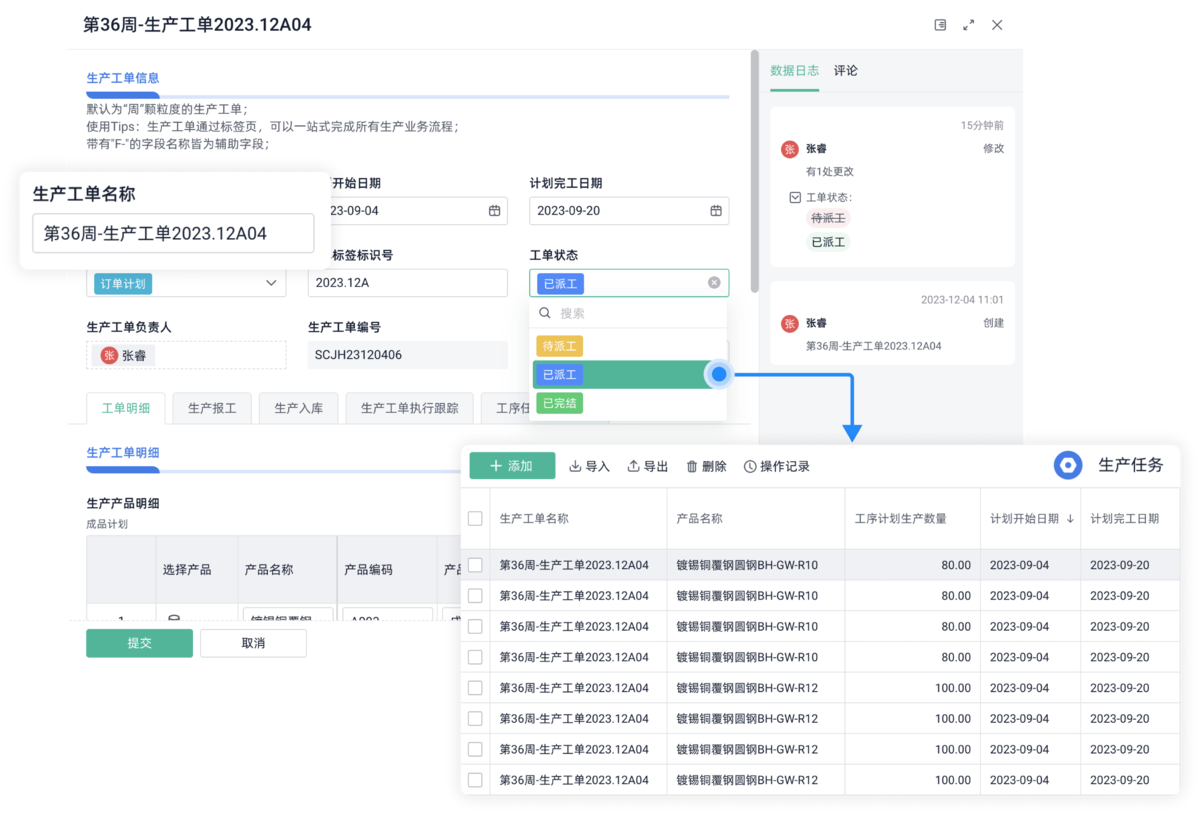
2. 工单下达与派工:每个人都明确知道下一步做啥
很多工厂的混乱来自一句话:“今天做什么,我问一下。”
- 工人不知道自己的目标 → 节奏乱
- 班长不知道作业顺序 → 工序堵
- 计划不知道执行情况 → 无法调整
MES 让工单像流水一样流转:
- 到哪个工位
- 要做多少
- 要用哪些物料
- 工艺标准是什么
- 完成之后进入下一道工序
所有人不再靠问,全靠系统派。
3. 生产过程采集:让人机料法环全部可视化
这是 MES 最核心的地方。一个工厂的节奏稳不稳,质量稳不稳,关键都在现场数据。MES 收集这些:
- 人员 → 上岗情况、技能等级、排班
- 设备 → 运行 / 待机 / 停机,停机原因
- 物料 → 批次、用量、齐套情况
- 工艺 → 参数、标准、作业指导书
- 环境 → 温度、湿度、洁净度(特殊行业)
为什么要采这些?
因为问题都藏在这些变量里。比如:
- 昨天不良率升高,是因为设备温度偏了?
- A 班产能比 B 班高,是因为人员结构?
- 为什么这台设备总出问题?是保养不到位?
- 今天达不到节拍,是哪个工序卡住?
这就是数据驱动改善的基础。
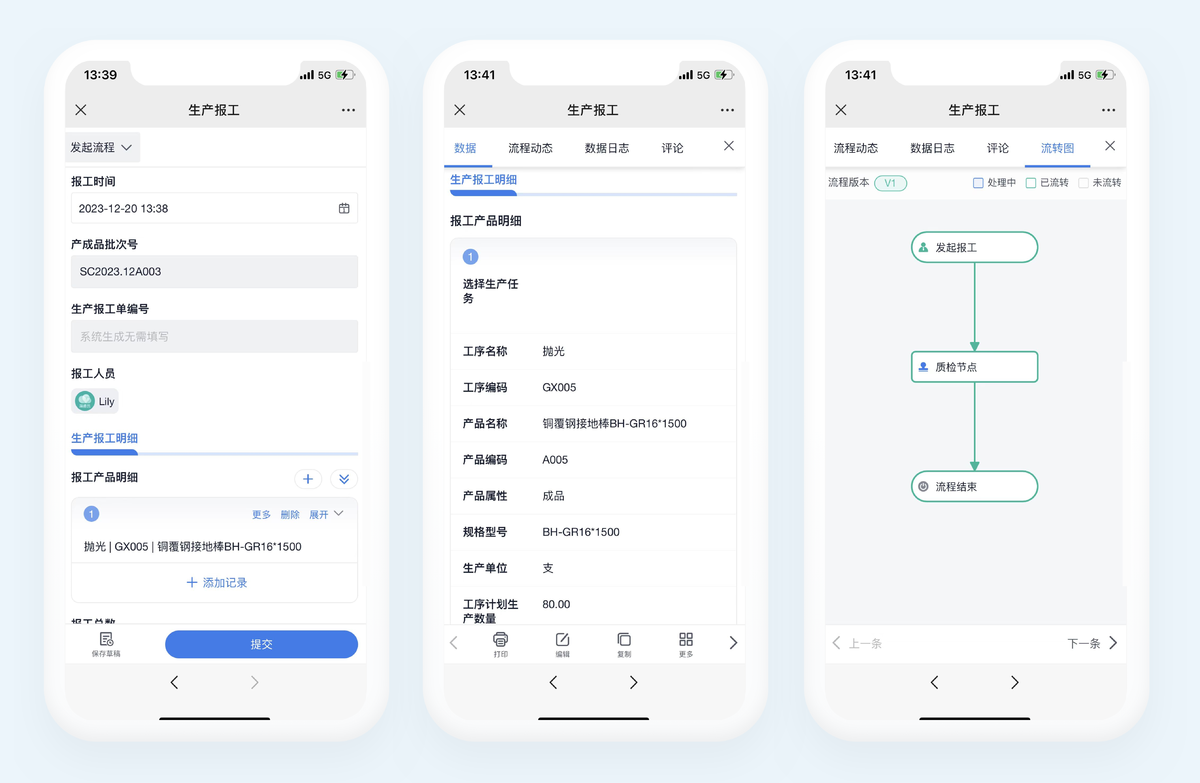
4. 质量管理:把问题拦在产线,而不是客户手里
工厂最怕的是什么?做了一堆货,最后发现都是不良品。
MES 的质量模块分四块:
- IQC:物料入厂检测
- IPQC:过程质检(关键工序)
- FQC:成品检验
- OQC:出货检验
真正的价值不在于流程正规,而是:
一旦有质量问题,可以 5 分钟定位到工序 → 工位 → 批次 → 人员 → 设备 → 工艺参数。
不是盲查,不是猜,不是推卸责任,是科学追溯。
这能减少多少损失?你懂的。

5. 设备管理:从坏了再修变成提前预防
设备是工厂的发动机。MES 能做到:
- 实时监控(运行、待机、停机)
- 自动采集停机原因
- 设备点检管理
- 预防性保养计划
- OEE 可视化
一句很现实的话:
很多工厂 OEE 只有 40%-55%,一条产线的能力被浪费了一半,但老板完全不知道。
MES 能让设备效率透明,让老板知道设备到底值不值钱。

6. 物料与工艺管理:让生产不乱、不跳、不跑偏
物料乱,会导致延迟;工艺乱,会导致质量崩溃。MES 帮你:
- 做物料齐套检查(工单可不可做一眼看到)
- 做工艺路径控制(不能乱走、不能跳序)
- 做批次追踪(质量追溯必备)
- 做防错(如扫码防错、参数防错)
简单说:
工艺是产品质量的天花板,物料是生产节奏的底线。 MES 把这两件事钉牢了。

四、MES 的真实价值:不是上系统,是把现场跑顺
用系统不是目的,把工厂经营效果拉起来才是目的。
总结成 4 条最有用的话:
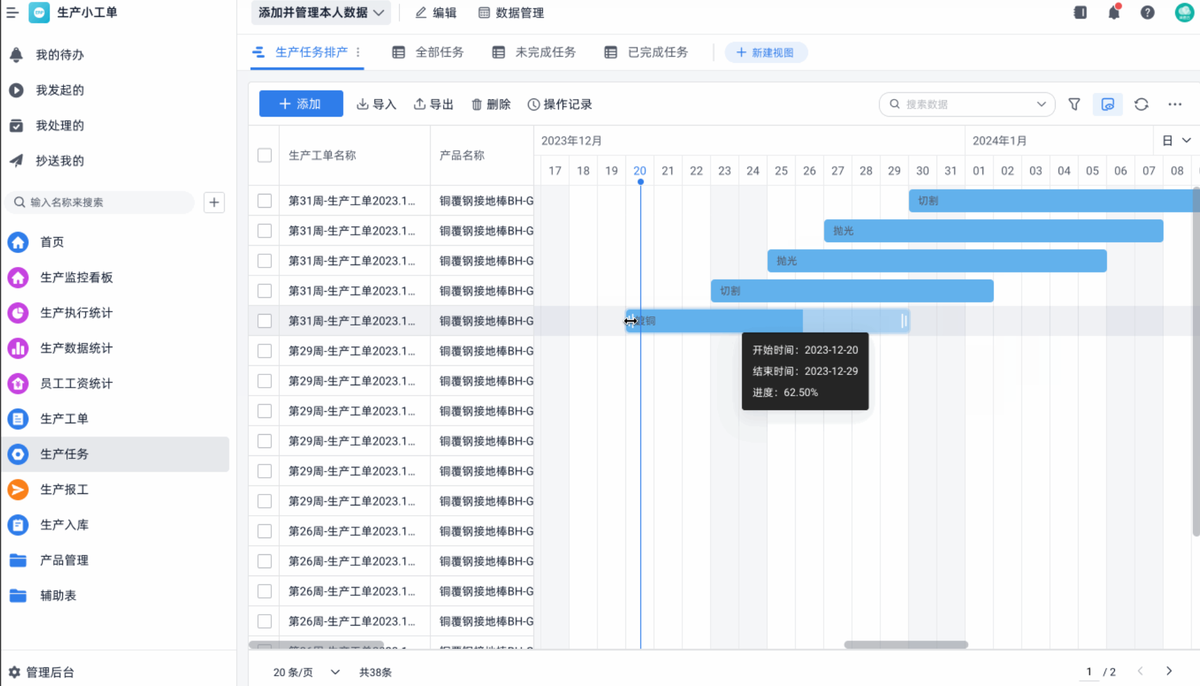
1. 进度可视化:老板不再靠喊、靠问、靠估计
工单在哪? 今天做多少? 哪个工序卡住? 设备状态如何?全部实时看。
2. 质量可追溯:谁的问题、在哪出的问题,一清二楚
不再互相甩锅。
3. 节拍可控:生产从救火式管理变成按节拍跑
节拍稳定,效率才会上去。
4. 数据可沉淀:每一次异常,都是下一次改善的突破口
数据从记录变成改善武器,这才是 MES 最值钱的地方。
五、MES 做得好不好?一眼看六项指标
你要选 MES 或判断系统好不好,看这六条就够了:
- 工单流转是不是实时透明?
- 设备状态是不是自动采出来的?
- 质量问题能不能 5 分钟定位?
- 报表是不是自动生成?
- 产能预测是否准确?
- 节拍是不是可以实时监控?
如果六条全做到,那就是可靠的 MES。
最后一句:MES 不是买软件,是升级工厂能力
上 MES,最关键的顺序是:
- 上系统前:流程、工艺、责任要理顺
- 上系统中:重点抓现场执行
- 上系统后:通过数据持续改善
MES 不是让工厂更复杂,而是让复杂的工厂变得简单、有序、可控。如果你想让工厂从
- 靠人变靠系统
- 从靠经验变靠数据
- 从救火式管理变按节拍管理
那 MES 绝对值得投资。


