
说实话,这几年我去过不少工厂,发现一个特别有意思的现象——
几乎每个工厂,都有“车间看板”, 但真正有用的,看下来不到三成。
- 有的看板是 Excel 截个图;
- 有的是昨天的数据;
- 有的是领导来检查前,临时更新一把;
- 还有的干脆成了摆设,大屏常年黑着。
你问生产经理一句:“现在这个订单做到哪了?” 他大概率会回你一句:“我问下班组长。”
这就很尴尬了,看板在那,但还是要靠问人。
所以我这篇文章,不是来讲车间看板有多重要,也不是给你科普什么 MES、大屏可视化这些概念。 我只想讲一件特别具体、也特别现实的事:
如果不买大系统,用 2 个小时,能不能先做一套真的管事的车间看板?
这套看板不追求好看,也不追求功能多,只解决三件事:
- 今天产量干到哪了
- 现在卡在哪一道工序
- 现场有没有异常、谁在处理
下面的内容,我会按真实车间的落地过程,把我这套 2 小时做出来的看板系统,一步一步拆给你看。

一、很多工厂不是没看板,而是看了也没用
我先说一个非常真实的场景,你看看熟不熟。早上开晨会,生产经理站在看板前:
- 今天计划 1000 件
- 昨天完成 950 件
- 看板上数字漂漂亮亮
但你真要追问三件事:
- 这 950 件,是哪个班组做的?
- 是哪道工序完成的?
- 如果今天要补回来,卡在哪一步?
不好意思,看板上没有。因为这类看板,本质只是结果展示,不是过程管理”
所以你会看到几个典型问题:
- 产量是“事后统计”的
- 进度是“靠感觉”的
- 异常是“微信群里吵完就算了”
结果就是:看板天天在,但对现场决策没啥帮助。
二、真正有用的车间看板,现场其实只关心三件事
我后来发现一件事: 车间现场关心的信息,其实非常少。
不是 KPI,不是人效分析,更不是那些花里胡哨的图表,就三类。
第一类:今天该干多少?现在干了多少?(产量)
现场最关心的,就一句话:
今天的活,干完了没有?
所以一个真正有用的车间看板,产量模块一定很简单:
- 今日计划产量
- 实际完成产量
- 差多少
就这三个数。
而且要注意一句话: 车间看板不是给老板看的,是给班组长和工人看的。
如果一线的人看不懂,那这个看板一定是失败的。

第二类:现在卡在哪?(进度)
这一点,很多工厂都做错了。
他们喜欢用订单视角,但现场真正需要的是工序视角。现场更关心的是:
- 哪道工序还没开始?
- 哪道工序正在加工?
- 哪道工序已经完成?
- 哪道工序卡住了?
如果一个看板,要靠生产经理每天跑现场、问人,才能知道卡在哪,那这个看板一定不合格。
进度这件事,本来就应该是系统自动呈现的状态。

第三类:有没有出问题?问题处理到哪了?(异常)
我见过太多工厂,异常是这样管理的:
- 设备坏了,微信群吼一声
- 质量有问题,现场吵一架
- 谁负责?什么时候修好?没人说得清
所以真正有用的看板,异常一定要满足三点:
- 谁提的
- 什么时间提的
- 现在处理到哪一步了
记住一句话:
异常不挂在看板上,就等于没发生。

三、为什么我没一上来就搞大 MES,而是 2 小时先做一套看板系统
很多人会问一句很现实的问题:既然车间看板这么重要,为什么不直接上 MES?
原因很简单,而且非常扎心。
第一,大多数工厂,基础数据根本不存在
我问你几个问题,你可以自己对照一下:
- 班组报工,是每天固定时间,还是想起来就报?
- 工序状态,是系统里有,还是靠人记?
- 产量的“完成口径”,每个班组是不是一样?
如果这些问题都没解决,你上再大的系统,看板出来的数据都是假的。
系统不是救命稻草,数据才是。
第二,先解决能不能看清,再谈要不要升级
所以我的思路一直很简单:
- 不一步到位
- 先做一套“最小可用”的看板
目标也不高:
- 今天,能看到真实产量
- 明天,能看到实时进度
- 下周,能统计异常原因
这一步,2 小时真的够。
四、2 小时,我到底做了哪些关键动作(全是落地细节)
下面这一部分,是整篇文章最有价值的地方。 我不讲技术,只讲业务动作。
动作一:先统一产量口径,不统一一定崩
这是第一步,也是最容易被忽略的一步。
我当时做的第一件事,不是做系统,而是拉着生产、质量、仓库,把一句话说清楚:什么叫“完成”?是:
- 过机就算?
- 还是质检合格?
- 还是入库?
这件事不统一,后面所有看板数据,都会扯皮。
所以我明确了一条规则: 以工序完工报工为准,质检异常单独统计。
这一步做完,后面才有可能谈系统。
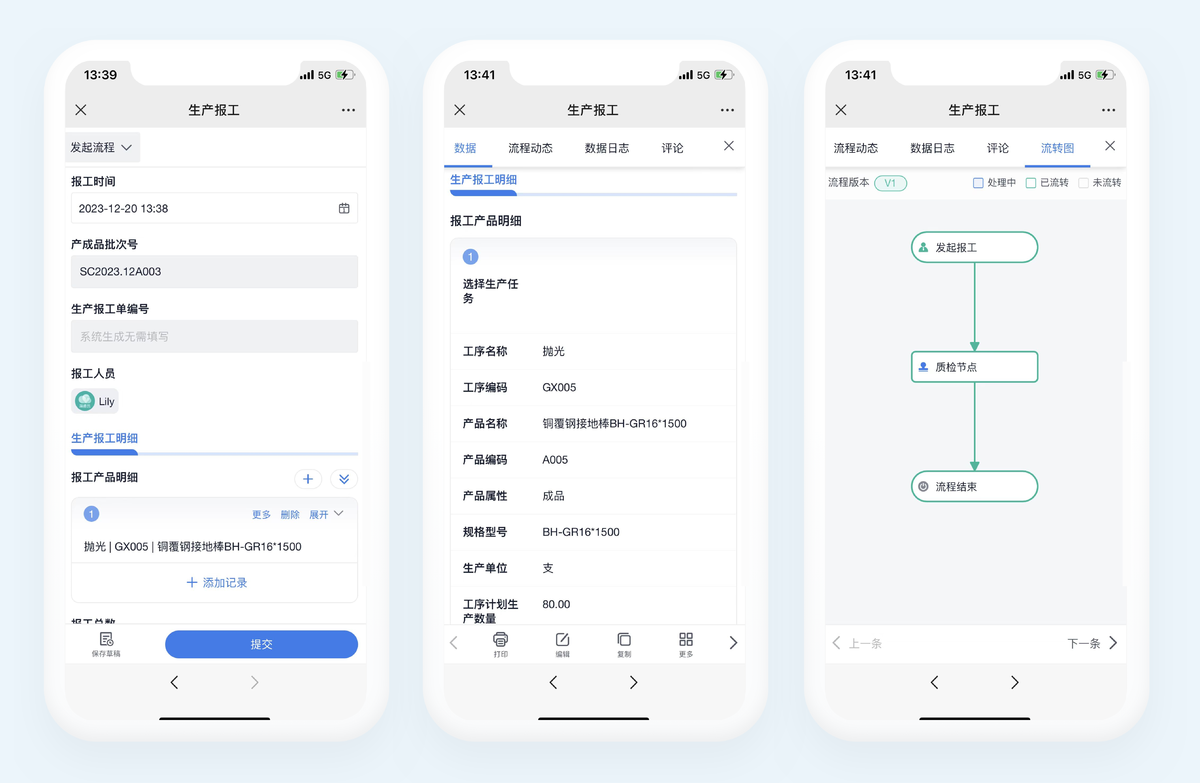
动作二:让班组顺手报数,而不是增加负担
很多系统失败,不是功能不行,是太麻烦。所以我给班组设计的报工内容,只有三项:
- 当前工序
- 完成数量
- 是否异常(是 / 否)
不写长文本,不填多余字段。
我跟生产经理说过一句话,他特别认同:班组不抗拒系统,抗拒的是麻烦。
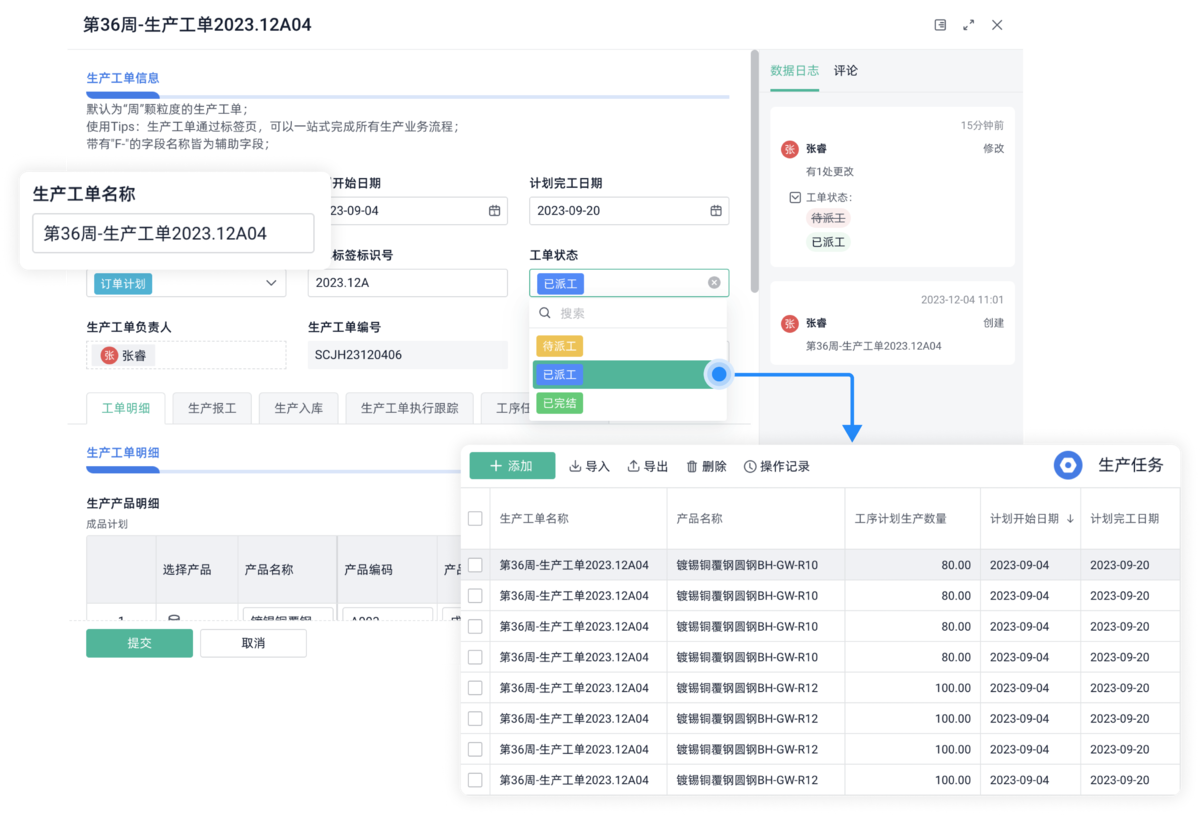
动作三:看板不是汇总表,而是实时状态
这个看板,我是按三块来设计的:
- 左边:订单 / 生产任务
- 中间:工序进度状态(未开始 / 进行中 / 已完成)
- 右边:异常状态
你会发现,这个结构,本质不是在展示数据,而是在展示状态。
我经常说一句话:看板的本质,是把人脑记忆,变成系统状态。

动作四:异常必须挂在看板上,不解决不消失
这是看板能不能管住事的关键,规则只有一条:
- 异常一提交
- 看板立刻标红
- 不处理,不消失
你会发现,只要这条规则一落地,现场氛围都会变。因为异常不再是吼完就算,而是有记录、有责任、有结果。
其实到这一步,你已经在用一套最基础的生产执行系统逻辑了。

五、看板上线后,车间发生的三个真实变化
系统上线一周后,变化非常明显。
第一个变化:班组开始看板驱动
- 以前是:等生产经理来问才知道差多少
- 现在是:自己看板,自己知道要不要加快
人一旦看得清楚,就会主动。
第二个变化:生产经理不用天天泡车间了
以前一天跑三趟现场:看进度、问异常;现在打开看板哪卡了,一眼就知道。时间释放出来,才能真做管理。
第三个变化:争论少了,数据开始说话
以前常见的场景是:“你报多了”、“我没算错”;现在统一口径、统一入口,基本不吵了。
六、从车间看板,到完整生产系统,其实只差一步
很多人到这一步,会突然反应过来一件事:咦,这不就是 MES 的一部分吗?
没错。你现在已经有了:
- 报工
- 工序流转
- 异常管理
这本来就是生产系统最核心的那一层能力。所以我一直说一句话:
很多工厂不是不需要系统,而是需要一个“能跑起来的第一版”。
最后说一句特别务实的话
如果你现在的车间:
- 产量靠下班后统计
- 进度靠问人
- 异常靠吵
那你真的不缺一个很贵的大系统,你缺的是一套:今天就能用起来的车间看板系统。
先把产量、进度、异常看清楚, 剩下的升级,都是顺理成章的事。


