
2个小时,我做了一套生产车间智能排产系统!
不是我多牛,而是大多数“车间排产问题”,根本不需要什么高大上的 AI 和复杂算法。
真正需要的,是:
- 把排产的规则说清楚,
- 把数据关系梳顺,
- 再用一个顺手的工具把这些逻辑装进去。
我这次用的就是:2 个小时,从啥都没有到班长能在手机上排产。
下面我按过程拆给大家看,完全可以照着我的思路复刻一遍。

一、先说痛点:排产这件事,到底卡在哪里?
我接触的很多车间,排产一般长这样:
- 班长 / 计划员 + Excel + 微信群 = 排产系统 Excel 里一个大表:订单、工序、交期、产能; 班长每天早上打开表格,脑子里过一遍:今天先干谁; 排完以后截图发到微信群,“今天先做 A 单,再做 B 单”。
听起来也没那么糟,但问题集中在几个点:
- 信息分散 订单在 OA / ERP 里; 库存在仓库系统里; 排产在 Excel; 临时加急单在微信群语音里…… 结果是谁也看不到全貌。
- 全靠经验记在脑子里 某台设备不能加工某个产品; 小李干 A 工序快,小王对 B 工序更熟; 夜班不能安排某种危险工艺…… 这些“隐性规则”都在班长脑子里,一换人就乱。
- 变更成本极高 客户突然改交期、业务临时插急单; Excel 排好的表,一改就是连锁反应; 班长经常一句:“你等我重新排一下啊……”
所以你会看到两个极端现象:
- 企业吹:“我们搞了数字化车间、上云、上MES。”
- 车间说:“别跟我聊系统,我就用微信和纸。”
二、真正开始动手前:先把“排产逻辑”写在纸上
很多人一上来就问:“排产要不要用 AI”“要不要用高级排产 APS 系统?”
说实话,别急着谈技术,先把逻辑写出来。 我当时就是拿了一张纸,写了 6 个问题:
- 我们排的是什么?(排产对象)
是工单?订单?还是工序级别? 这次我选的是:工序级排产(精细到“某工序在哪台设备、哪个班次执行”)。
- 我们受哪些约束?
设备产能:每台设备每天最多做多少工时 / 数量; 人员:有没有必须某个工种才能操作的设备; 工艺顺序:工序 10 不做完,工序 20 就不能开; 交期:哪些单子必须优先保证。
- 我们有哪些基础数据?(最重要的一步)
订单:客户、产品、数量、承诺交期; BOM/工艺路线:一件产品经过哪些工序; 设备:设备列表、能力、班次日历; 班组人员:分布在哪条线,哪种工艺。

- 我们现在是怎么排的?(原来班长脑子里的算法)
一般都离不开这几个原则: 先保交期近的; 在不影响交期的前提下,尽量减少换线 / 换模; 同一个产品尽量集中加工,减少切换; 关键设备不能空转。
- “智能排产”到底要“智能”到什么程度?
我给自己定了一个非常现实的目标: 不追求复杂算法, 只要能做到: 自动排出一版“建议排产计划”; 显示每台设备、每个班次大概负荷; 改一个参数能自动重算,而不是手动拆表。
- 最终呈现给谁看?在哪儿用? 班长:手机/平板上看今天、明天每台设备的排程; 计划员:电脑上能看到一周视图、负荷情况; 领导:看几个关键指标就够(负荷、完成率、瓶颈工序)。
这六个问题想明白,系统其实已经“设计”了一半。
三、2 个小时怎么做出来的?就三步
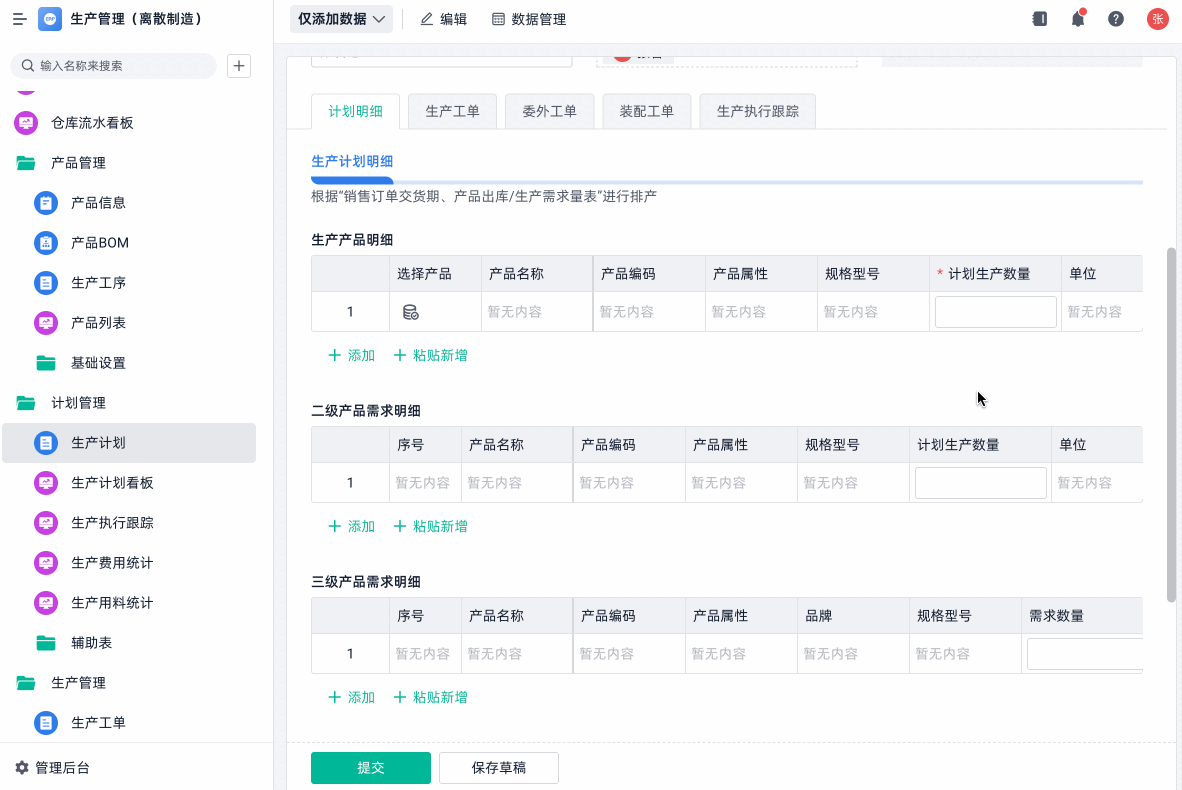
第 1 步:搭基础数据表
我用的是零/低代码的方式(不用写代码那种),先建了几张核心表:
- 订单表 字段示例:订单号、客户、产品、数量、承诺交期、优先级;
- 工艺路线表 产品 — 工序列表 — 对应设备类型 — 标准工时 / 节拍;
- 设备表 设备编号、设备类型、所在产线、班次日历、有效工时;
- 班组 / 人员表 班组、工种、可操作设备类型、每天可用工时。
这一步的目标只有一个:
把“散落在脑子和 Excel 里的信息,统一搬到结构化的表里。

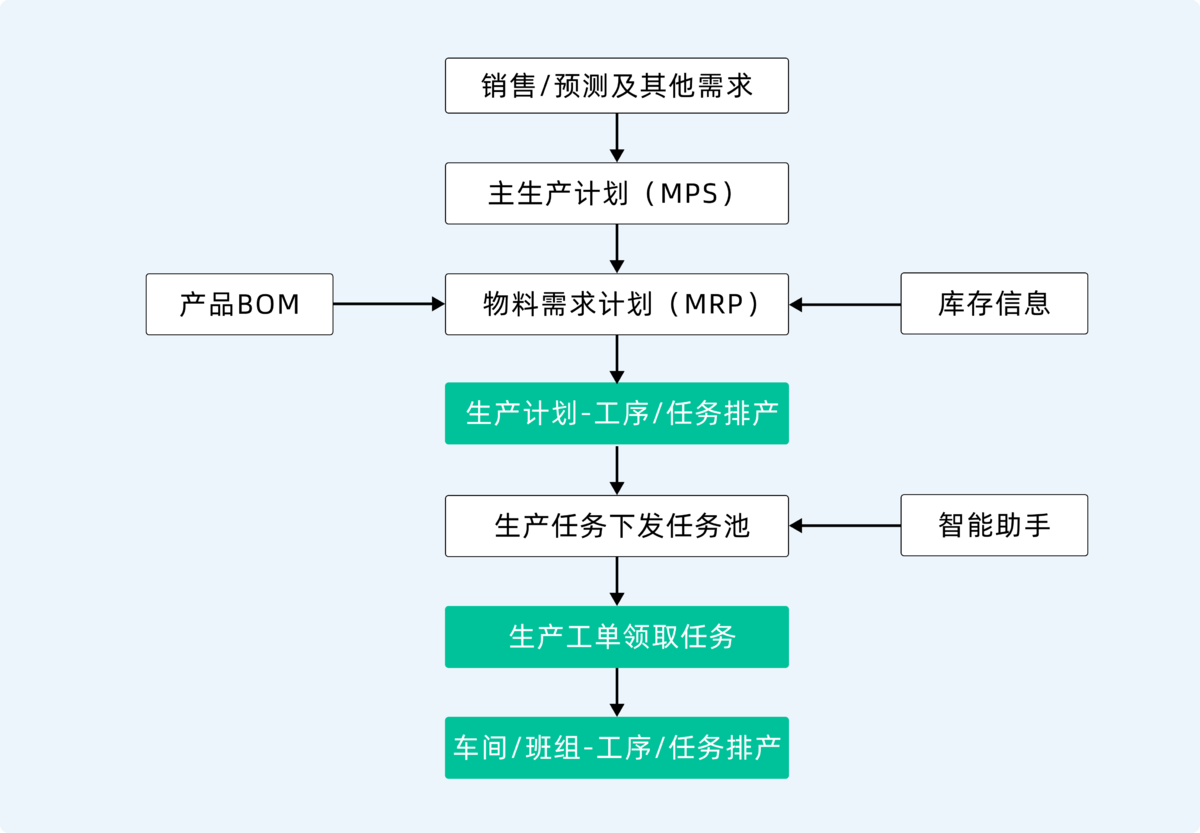
第 2 步:用规则生成排产计划
这一步很关键,但其实不复杂,就是把班长脑子里的“经验规则”翻译成“系统规则”。
我当时定了一个简单的排产策略:
- 按交期 + 优先级排序订单;
- 展开成工序(根据工艺路线),形成一条条“待排工序任务”;
- 按以下规则分配设备和时间: 优先选同类型最近空闲的设备; 尽量把同一个订单的相邻工序排在同一条线; 如果某设备负荷超过 90%,自动尝试旁边备用设备;
- 每次排入一个工序,回写该设备当天的剩余工时。
用零代码平台的好处就是: 这些逻辑可以用“公式 + 流程引擎”堆出来,而不是辛辛苦苦写大量代码。
你可以理解成:
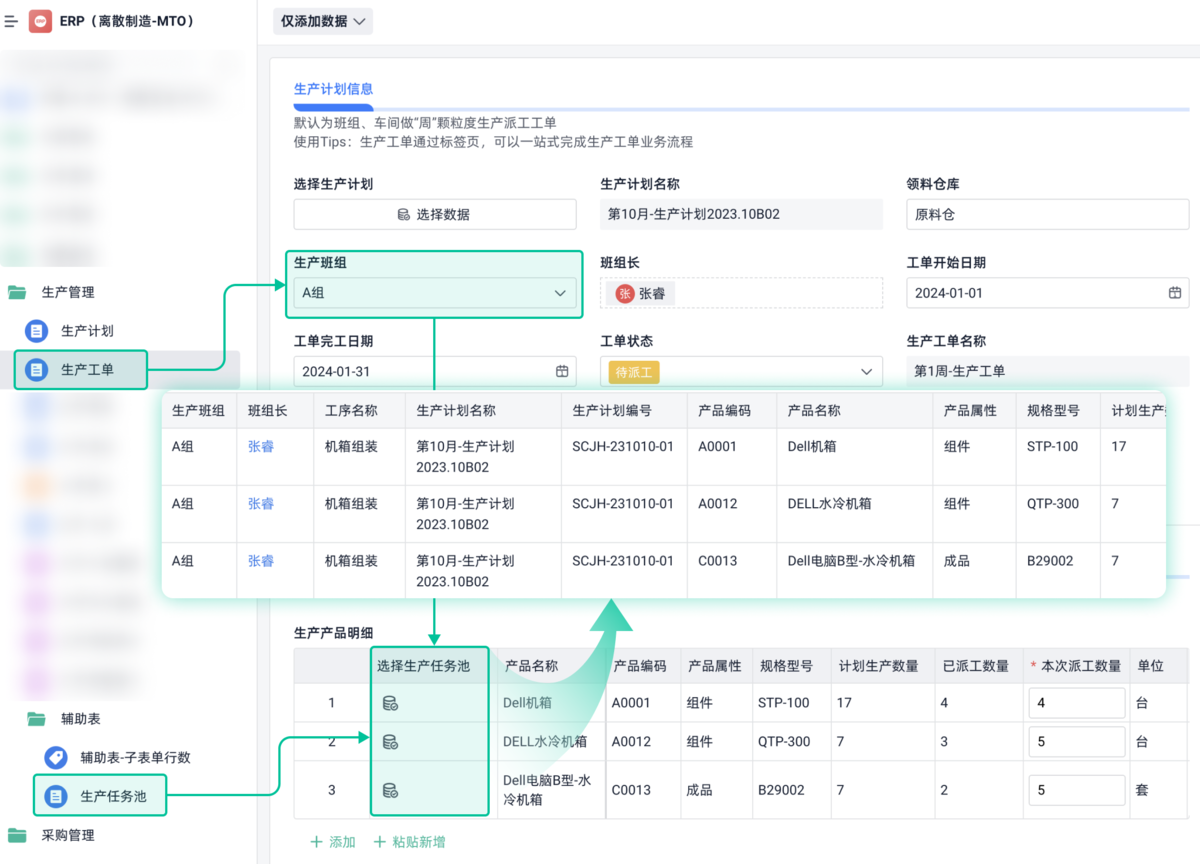
- 新建一个“排产任务表”;
- 给它写一段自动流程: 点击【一键排产】 → 系统依次扫描未排工序 → 按规则自动生成“设备+开始时间+结束时间”。
第 3 步:做三个关键视图给不同角色看
为了让这个东西别停留在“开发者自嗨”,我专门做了三种视图:
- 班长视图:按设备 / 班次查看任务 选一台设备,就能看到今天要干哪些工序; 排序是时间轴,从早到晚; 支持“拖拽调整顺序”后自动重算开始/结束时间。
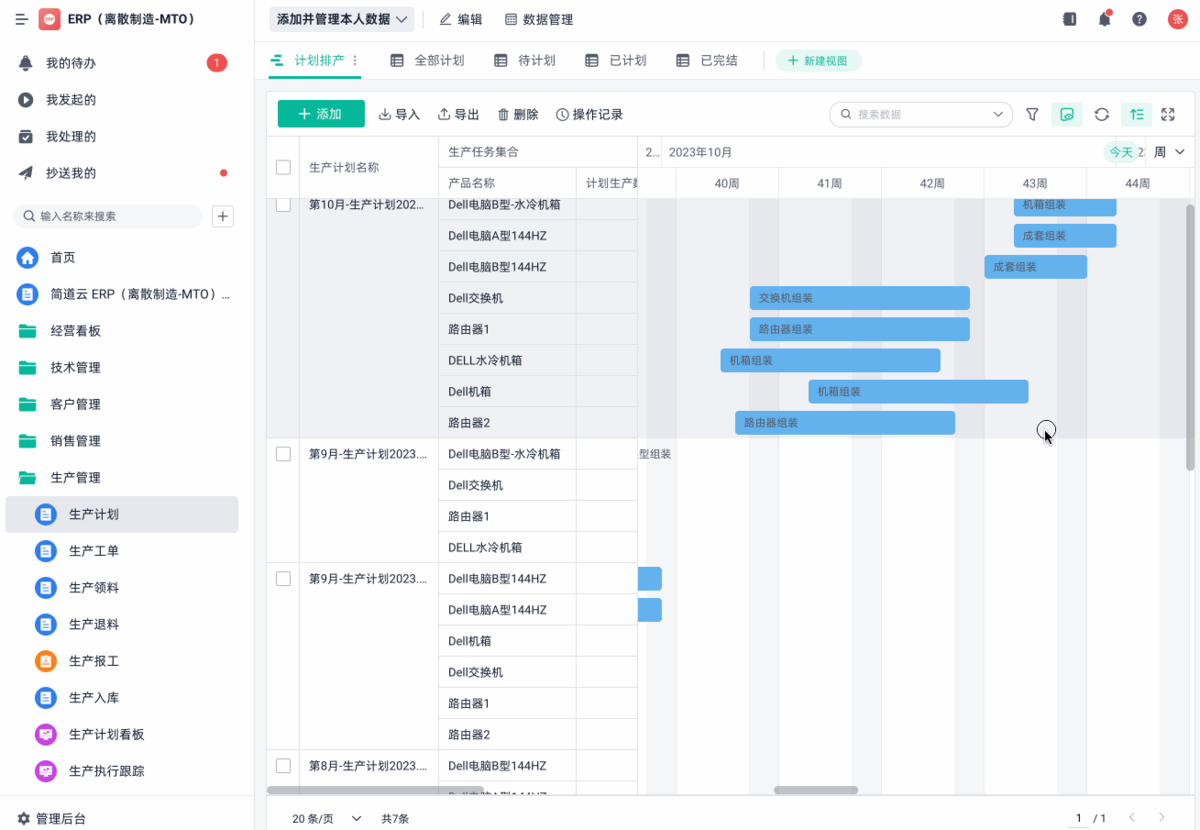
- 计划员视图:一周排产 & 负荷看板 以天为横轴、设备为纵轴,看每个时间段大概负荷; 超负荷的设备用红色标出来; 可以筛选某个订单,看看它在各工序的排程位置。
- 领导视图:简化版 KPI 今日计划数 vs 实际完成数; 本周关键设备负荷情况; 正常 / 加急 / 风险订单数量。
这三块做好以后,系统就从“看不懂的后台逻辑”,变成了“谁一眼看过去都知道能干什么”的排产工具。
四、这玩意儿到底“智能”在哪儿?
说白了,我这次做的不是那种复杂到要建模、调参的 APS 系统, 而是一个足够贴近现场习惯 + 能自动算大头的轻量级排产系统。
它的“智能”主要体现在几个点:
- 不用再拿 Excel 慢慢挪单元格 交期一改、订单一插,点一下【重新排产】就能重算; 系统自动考虑设备负荷,不用人肉算“这台机是不是已经很忙了”。
- 规则固化下来,不全靠记忆 哪些产品不能上某台机、某些工序必须某班组干……都写成字段和规则; 换一个班长,系统照样能跑。
- 信息同步统一出口 不再是“班长说一句、微信群传一遍”; 班长看系统,仓库看系统,领导看系统,大家说的是同一套排产结果。
- 为进一步优化留了“口” 以后要做更复杂的:比如综合考虑切换成本、换模时间、设备维护计划; 你只需要在现有规则上增加约束,而不是推翻重来。

五、别神话“智能系统”,先把 80% 的事做好
这 2 个小时做出来的东西,说难看也不难, 说简单也不简单——难的是在一开始,你要忍住不去“堆功能”,而是:
- 先把车间最真实的排产逻辑挖出来;
- 狠心砍掉那些“今天不用也能活”的繁琐设想;
- 先做一个班长愿意点开的版本,而不是领导 PPT 好看但现场没人用。
很多所谓“智能排产项目”失败,不是因为技术不行,而是:
- 上来就想“全面替代人”,结果规则没理顺,大家谁也不信系统;
- 实施半年,现场还在微信拍板,系统只剩每月导一次报表给领导看。
反过来,如果你能:
- 让班长参与设计字段和规则;
- 让计划员参与确认视图和筛选条件;
- 让管理层只看 3~5 个关键指标;
那这类轻量的排产系统,真正落地的概率会大很多。

六、如果你也想在 2 小时内做一套,建议这样开始
给你一个可以直接照着走的小步骤:
- 拿一张纸,把这 3 件事写清楚: 我现在是怎么排产的?(真实流程) 哪 3 条规则是我每天脑子里反复算的? 哪 2 个报表 / 视图最能帮我盯住现场?
- 用任何一个你熟悉的表单 / 零代码工具,先建 4 张表: 订单表、工艺路线表、设备表、排产结果表。
- 先别想“最优”,只做“可用”: 规则写粗一点:先按交期 + 优先级排; 先保证每台设备的排程不超出总工时; 把结果能在一个“设备视图”里列清楚就行。
- 用一段时间,强制自己和班长只看这套排产结果沟通 发现哪里不顺手,立刻在系统里调规则 / 调字段; 一周下来,你会发现这个系统已经比原来的 Excel / 微信可靠很多。
等你跑顺了这一步,你会发现:
“智能排产”并不是一个你要花几百万买来的黑盒, 而是你把自己的经验和逻辑,慢慢沉淀成了一套可复用、可计算的规则。
2 个小时,也许造不出一个完美的系统, 但足够搭出一个“真正能用、能活的智能排产雏形”。
剩下的,就是在日常运营中,一点点把它完善好。


