
最近我在工厂里跑了几个月,跟不少班组长、车间主管聊,发现一个普遍问题:很多人嘴上喊着搞6S,实际上只是在应付大扫除。 每个月检查前突击一下,贴贴标签,扫扫地,检查一过又恢复原样。员工觉得是负担,管理者觉得没效果,最后变成一场互相糊弄的游戏。
更麻烦的是,不少人把6S和精益生产完全割裂开来看——好像6S就是搞卫生,精益是搞流程优化,两件事各干各的。这完全走错了方向。
今天我就把这两件事的逻辑彻底拆开揉碎,讲清楚为什么不懂精益就搞不好6S,以及具体怎么打通这个关节。文章比较长,但保证都是干货,能直接用到你的车间里。
第一部分:6S的真正作用——暴露问题,不是打扫卫生
我必须先纠正一个最常见的误解:6S的核心功能是暴露问题,不是让你把工厂弄得漂漂亮亮。
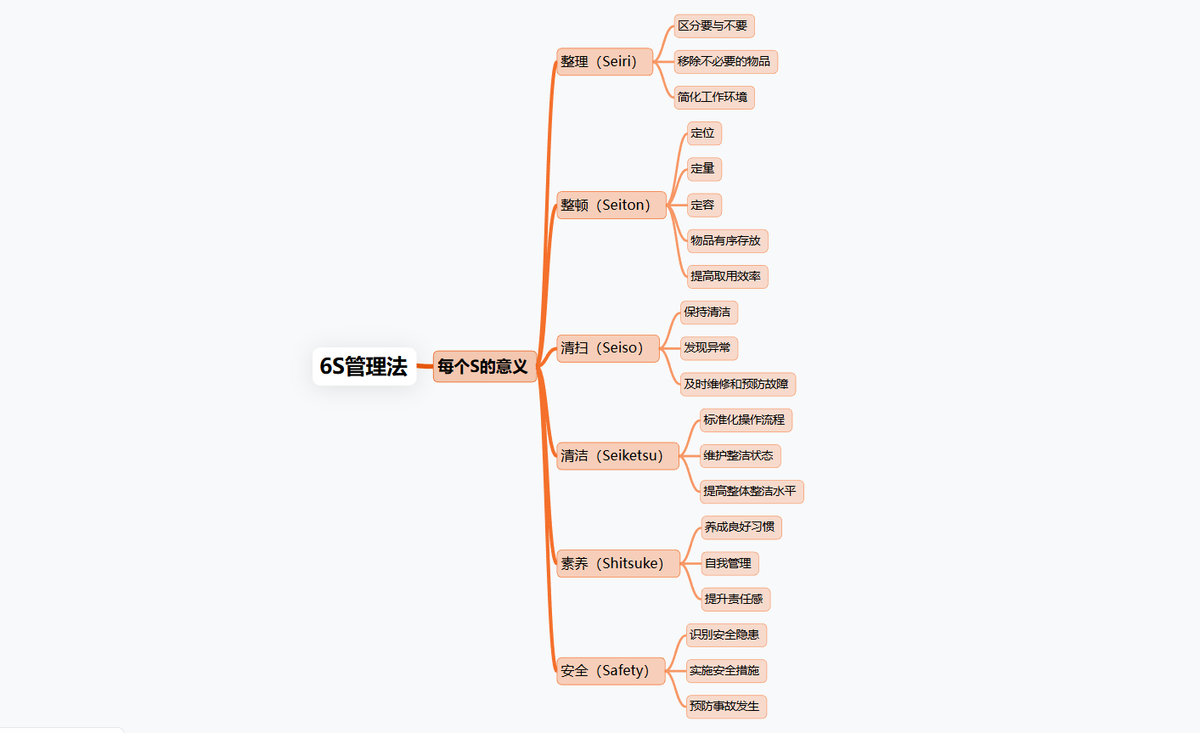
我们拆开来看每个S的实际意义:
整理(Seiri) 核心是“区分要与不要”。为什么?因为多余的东西会掩盖问题。 举个例子:一个工具柜里塞了50把扳手,其实常用的只有10把。哪天常用扳手少了一把,你根本发现不了。但如果你把不要的40把清走,剩下10把,少一把立刻就能看出来。这就是暴露问题。
整顿(Seiton) 核心是“定位、定量、定容”。为什么?因为不确定的状态会隐藏异常。 比如规定某型号螺丝只能放100个在黄色盒子里。如果今天一看,盒子里有150个,说明要么有人多领了,要么上道工序出了问题。如果只有30个,说明可能被挪用或者消耗异常。这些“异常”就是问题点。
清扫(Seiso) 核心是“在清扫中发现异常”。重点不是把地扫得多干净,而是在扫地过程中发现——地上怎么有油渍?是不是设备漏油了?墙角怎么有铁屑?是不是加工精度出问题了?
清洁(Seiketsu) 核心是标准化。把前面3S的做法固定下来,让异常暴露成为常态。
素养(Shitsuke) 核心是“养成习惯”。让暴露问题、关注异常成为员工的本能反应。
安全(Safety) 核心是“识别安全隐患”。通过前5S让安全隐患可视化。
你看,每一个S的本质都是为了让问题藏不住。 如果只停留在“把东西摆整齐”“把地扫干净”,那确实就是大扫除。
第二部分:精益的角色——解决问题的方法论
问题暴露出来了,然后呢? 这才是核心中的核心。
很多工厂6S做得很好——现场很整齐,标签很齐全,但生产效率没提升,质量问题没减少。为什么?因为他们只做了暴露问题这一步,没有解决问题。
精益生产提供的就是一整套解决问题的工具箱:
1. 5个为什么(5 Why) 发现地上有油渍 → 为什么有油渍?设备漏油 → 为什么漏油?密封圈老化 → 为什么老化?超过使用周期没更换 → 为什么没更换?没有点检制度 → 建立点检制度。 你看,从现象挖到根本原因。
2. PDCA循环(Plan-Do-Check-Act) 发现问题 → 制定对策 → 实施 → 检查效果 → 标准化。这是持续改进的基本逻辑。
3. 标准化作业 把有效的解决方法固定下来,防止问题复发。
4. 可视化管理 让标准、流程、状态一目了然,任何偏离都能立即发现。
关键点来了: 6S是问题的显示器,精益是问题的处理器。 没有显示器,你不知道哪里有问题;没有处理器,你知道了也解决不了。
这两者必须结合在一起: 6S不断暴露问题 → 精益工具分析解决 → 解决后固化到6S标准中 → 标准执行又暴露新问题 形成一个持续改进的闭环。

第三部分:为什么大多数工厂的6S会失败?
根据我的观察,失败通常卡在三个环节:
1. 问题反馈流程太复杂 员工发现了一个问题——比如某设备有异响。他要怎么报告?填纸质单子?找班长签字?等主管批复?流程走完可能都下班了。更常见的情况是:太麻烦,干脆不报了。
2. 问题解决没人跟进 就算报上去了,谁负责解决?什么时候解决?解决不了怎么办?很多问题就这样石沉大海。员工报了几次没下文,以后再也不报了。
3. 没有数据支撑决策 上个月发现了多少问题?哪些类型最多?哪个班组最多?平均解决时间多长?没有数据,管理者就只能凭感觉,抓不住重点。
第四部分:如何落地——三步打通关键节点
第一步:重新设计你的6S检查标准
忘掉那些“地面无灰尘”“物品摆放整齐”之类的空话。把你的6S检查项全部和业务指标挂钩。
错误的检查项:
- 工具摆放整齐
- 地面干净
- 文件归类清晰
正确的检查项:
- 常用工具能在30秒内找到(关联:生产准备时间)
- 地面无油渍、无水渍(关联:安全事故数)
- 作业指导书版本正确、位置固定(关联:操作错误次数)
关键转换: 从检查“状态”变为检查“结果影响”。
第二步:建立极简的问题响应流程
流程必须简单到员工愿意用。我建议三个原则:
- 一键上报:最好手机拍照直接上传
- 自动指派:问题按类型自动推给对应负责人
- 超时预警:超过规定时间未处理,自动升级提醒
现在很多工厂都用轻量化工具搭这样的系统。比如有些团队用简道云搭一个问题跟踪应用,员工现场发现问题,手机拍个照,选择问题类型,提交后自动通知维修班或工艺科。处理进度所有人可见,超时未处理会提醒班组长。这样就把问题从发现到解决的路径打通了。
注意: 工具不是目的,目的是降低反馈成本、提高解决效率。无论你用白板、微信群还是专门工具,核心都是这个。

第三步:数据驱动的持续改进
每周开一个30分钟的改进会,只做三件事:
- 看数据:上周共发现问题多少?关闭多少?平均解决时间?
- 找重点:重复出现的问题是什么?影响最大的问题是什么?
- 定措施:针对重点问题,谁负责?什么时候解决?怎么验证?
重要: 一定要把改进成果可视化。比如“设备漏油问题,上月发生8次,本月通过更换密封圈标准作业,降为0次”。让员工看到问题反馈真的有用。
第五部分:给新手的四步启动方案
如果你刚开始推6S,不要贪多,按这个顺序来:
第一周:只做整理 在一个试点区域,把所有物品清出来,只留最低数量的必需品。其他的全部移走。感受一下“东西少了好管理”是什么状态。
第二周:加上整顿”给留下的每样东西规定位置、数量、容器。做标识。感受一下一眼就能看出异常是什么效果。
第三周:加上清扫和问题反馈 在清扫中找问题,建立最简单的问题反馈机制。开始收集问题数据。
第四周:开第一次改进会 用收集到的问题数据,解决1-2个最影响效率的问题。让大家看到循环开始转动。

第六部分:管理者的角色转变
很多管理者把6S推给下属,自己只负责检查打分。这不行。
管理者要做三件事:
- 每天现场巡视15分钟:不是检查卫生,而是看暴露出的问题解决了没有
- 亲自跟进重点问题:选一两个影响最大的问题,亲自跟进解决全过程
- 公开认可改进成果:谁发现了好问题?谁解决了难题?公开表扬
关键: 你的注意力在哪里,员工的注意力就在哪里。如果你只关注干不干净,员工就应付打扫。如果你关注“问题解决了没有”,员工才会真正参与改进。
最后总结:把6S变成你的改善引擎
6S不应该是一个额外的“管理工作”,而应该成为工厂日常运营的“基础平台”。
正确的逻辑链是: 6S标准执行 → 暴露异常和问题 → 用精益工具分析解决 → 解决方案固化到6S标准中 → 新标准执行暴露更深层问题 → 继续解决……
错误的逻辑链是: 搞6S大扫除 → 应付检查 → 检查后恢复原样 → 下个月继续大扫除
前者是自我完善的引擎,后者是自我消耗的折腾。
记住这几个要点:
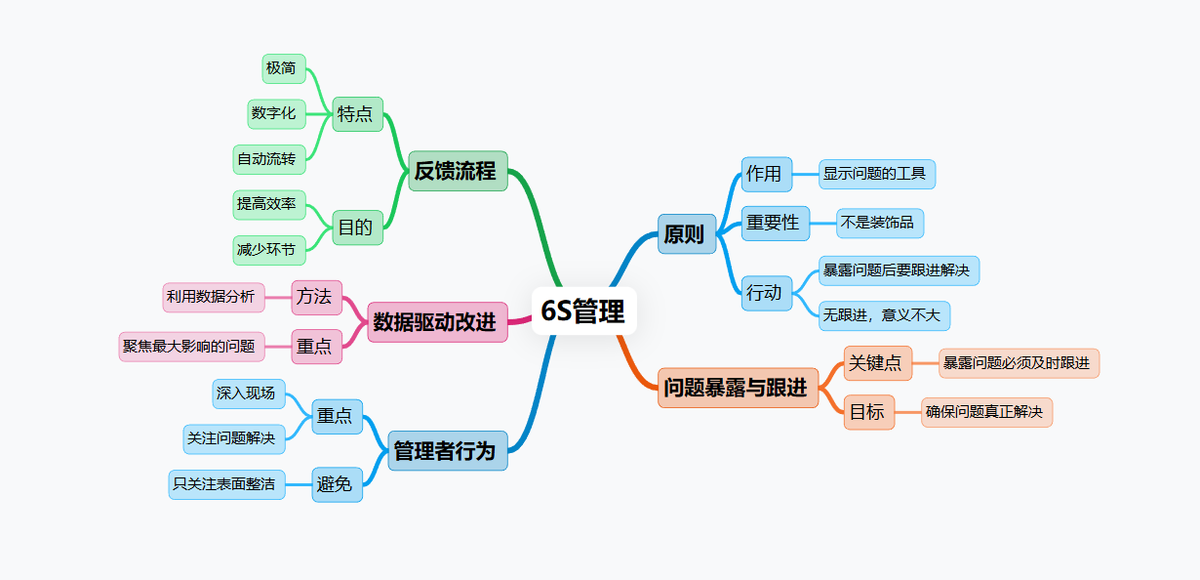
- 6S是问题的显示器,不是装饰品
- 暴露问题后必须跟进解决,否则不如不暴露
- 问题反馈流程要极简,最好数字化自动流转
- 用数据驱动改进,聚焦影响最大的问题
- 管理者要深入现场,关注问题解决而非表面整洁
从现在开始,用精益的眼光重新审视你的6S: 每一项要求是为了暴露什么问题? 暴露后怎么解决? 解决后怎么防止复发?
把这几个问题想明白,你的6S才能真正落地,而不是停留在墙上的口号和表格里的分数。
现场管理的本质不是保持整洁,而是持续变好。 6S和精益,就是实现这个目标最务实的两条腿。少一条,你都走不远。


