
很多人第一次听到 5M1E,会觉得它像个质量工具名词。
但你真在现场做过质量分析就知道: 大多数问题之所以反复出现,不是因为你不会分析,而是因为你分析时只盯一个点——
- 出了不良就怪“操作不当”(人)
- 设备一波动就说“机器不稳定”(机)
- 来料一出事就甩给供应商(料)
结果呢?每次都有理由,每次都没根因。下次照样发生。
5M1E 的价值就在于:它逼你把原因想全、把证据补齐、把改善落到位。
下面我把 5M1E(人、机、料、法、环、测)按生产现场能用的方式讲清楚:每一类到底包括什么、常见坑在哪、怎么验证、怎么改。
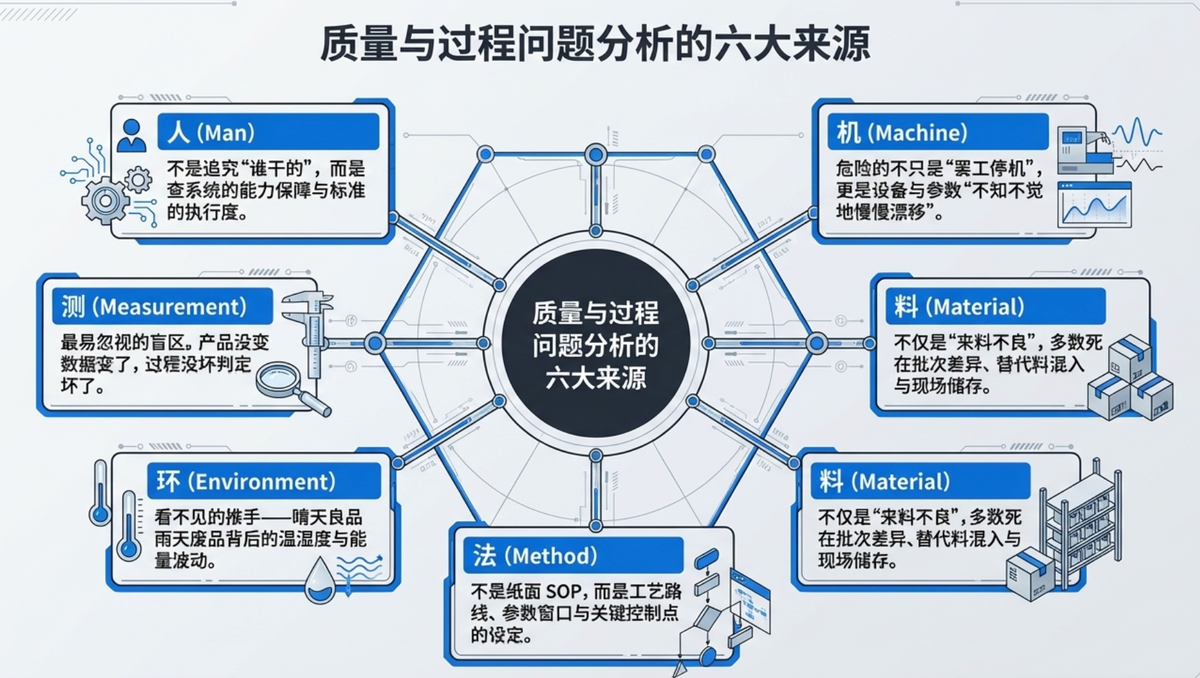
一、5M1E 是什么?一句话讲透
5M1E 是质量与过程问题分析的六大来源框架:
- 人(Man):谁做的?会不会?有没有按标准做?
- 机(Machine):设备、工装夹具、治具、软件参数稳不稳?
- 料(Material):原材料/零部件/批次/替代料/存储状态对不对?
- 法(Method):工艺方法、作业标准、流程、参数设定有没有问题?
- 环(Environment):温湿度、洁净度、粉尘、振动、光照等环境影响有没有?
- 测(Measurement):量具、检验方法、判定标准、抽检策略准不准?
它帮你避免一个最常见的错误: 把复杂问题当成单点原因。

二、5M1E 六大维度逐个拆解(带现场检查点)
你可以把下面每一段当成“排查清单”。出问题时照着问,基本不会漏大项。
1)人(Man):不是谁干的,而是人有没有能力 + 有没有按标准做
很多问题一上来就写操作不当,其实是最偷懒的结论。
你要查的不是人本身,而是这三件事:
- 能力:有没有上岗资格/培训记录?会不会关键动作?
- 执行:有没有按 SOP 做?有没有跳步/省略?
- 稳定性:不同班组/不同人做出来差异大不大?
常见信号:
- 夜班问题多、某个班组问题多
- 新员工上岗后不良突然上升
- 同一工序不同人产出差异明显
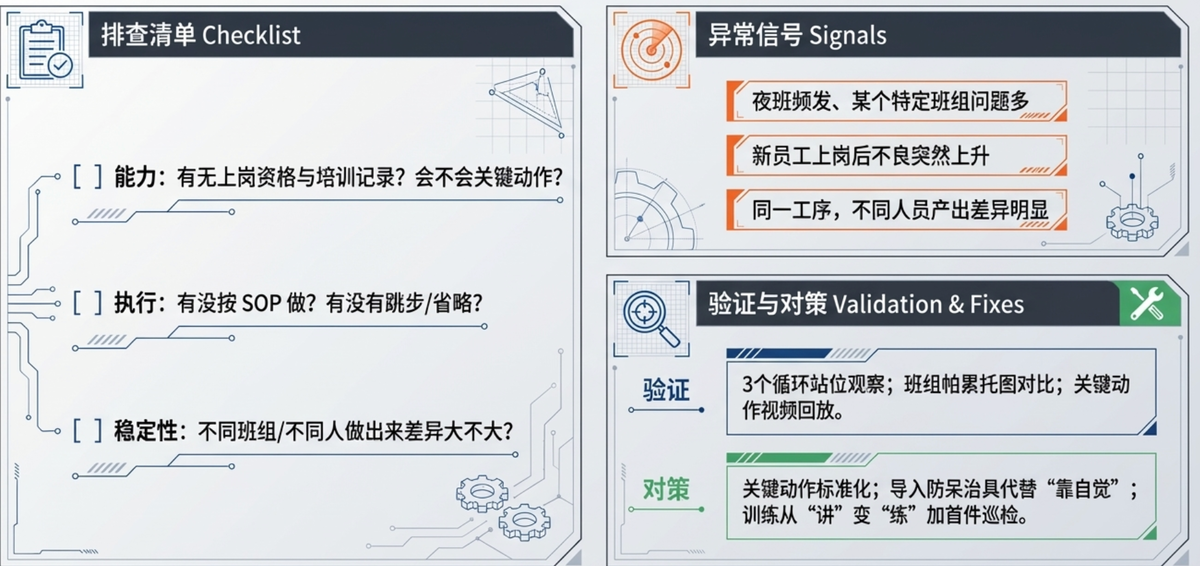
验证方法:
- 现场站位观察(看 3 个循环比看 1 次更准)
- 分班组/分人做数据对比(Pareto 一下就出来)
- 关键动作视频回放(很多“以为做了”其实没做)
典型改善:
- 关键工序动作标准化(动作要点+判定点)
- 防呆(治具、工装、Poka-Yoke)代替靠自觉
- 训练从讲变成练,用首件/巡检来固化

2)机(Machine):设备问题不只故障
设备最危险的不是“坏了”,而是“还能用,但状态在漂”。
你要查的四块:
- 设备状态:精度、温升、振动、压力、真空、流量是否稳定?
- 工装治具:定位、夹紧、磨损、间隙、对中是否变化?
- 参数与程序:配方、程序版本、权限修改、报警屏蔽有没有?
- 维护保养:点检是否到位?关键部位寿命件是否到期?

常见信号:
- 不良逐步爬升、突然某天“爆发”
- 同一机台问题多,换机台就好
- 换刀/换夹具后短期好转,过段时间又复发
验证方法:
- 机台对比:A 机正常、B 机异常,差异点最快锁
- 参数历史曲线:有没有被改过?改完后质量是否变差?
- 量测设备能力(机台+治具)的重复性/稳定性
典型改善:
- 关键参数锁定 + 修改需审批
- 治具寿命管理(次数/周期)
- 预防性维护从计划表变成状态触发

3)料(Material):不是供应商来料不良这么简单
材料问题常常不是“坏料”,而是批次差异、替代料、储存与使用方式导致的。
你要查的五件事:
- 批次:问题是否集中在某批?不同批差异大不大?
- 规格:材料关键特性(含水率、硬度、粘度、厚度)是否波动?
- 替代:有没有临时替代料/混料?BOM 与实际一致吗?
- 储存:温湿度、保质期、先进先出、开封暴露时间是否合规?
- 上线:投料顺序、混料比例、烘烤/预处理有没有漏?

常见信号:
- 换批次就好/就坏
- 供应商/来料检验没问题,但过程不良多
- 同一材料不同库位/不同班次差异明显(多半是储存或上线问题)
验证方法:
- 批次追溯:把异常与批次关联,80% 的料问题都能找到集中点
- 取样复测:关键特性复测、对比历史合格批
- 物料流向:这批料到底用在哪些工单/哪些机台?
典型改善:
- 关键物料“入厂检验升级 + 批次隔离”
- 替代料管控(审批+验证)
- 储存条件可视化(温湿度记录、开封计时)
4)法(Method):方法错了,人再努力也没用
“法”不是写在纸上的 SOP,而是工艺路线、步骤顺序、参数窗口、控制点。
你要查的四件事:
- 工艺步骤:顺序对不对?有没有缺步骤?
- 参数窗口:上下限合理吗?有无靠经验调?
- 控制点:关键点有没有监控?异常时怎么处置?
- 变更管理:工艺改了没有验证?有没有版本混用?
常见信号:
- 同一产品换工艺员/换班组后波动大
- 现场有“潜规则操作”,系统里找不到依据
- 参数靠老师傅,换人就不稳
验证方法:
- 工艺对比:对照最好的一次工艺条件
- 工艺能力分析(Cp/Cpk):参数窗口是不是太窄/太虚?
- 现场走流程:SOP 写了 10 步,现场只做 7 步
典型改善:
- 把隐性经验固化成参数窗口 + 关键动作
- 建立变更评审(改什么、谁批准、怎么验证、何时切换)
- 关键工序设置首件确认 + 过程巡检

5)环(Environment):环境往往是看不见但影响大
很多问题在晴天没事,雨天就爆;白天没事,夜里就漂。
要查的环境因素:
- 温湿度(吸潮、凝露、静电)
- 粉尘与洁净度(污染、附着、短路)
- 震动与地基(精密加工/检测)
- 光照与噪声(视觉检验、操作稳定性)
- 气源/水源/电源品质(压力波动、电压波动)
常见信号:
- 问题与季节/天气/空调开关强相关
- 设备/材料本身都正常,但波动无规律
- 不良集中在某区域、某时段
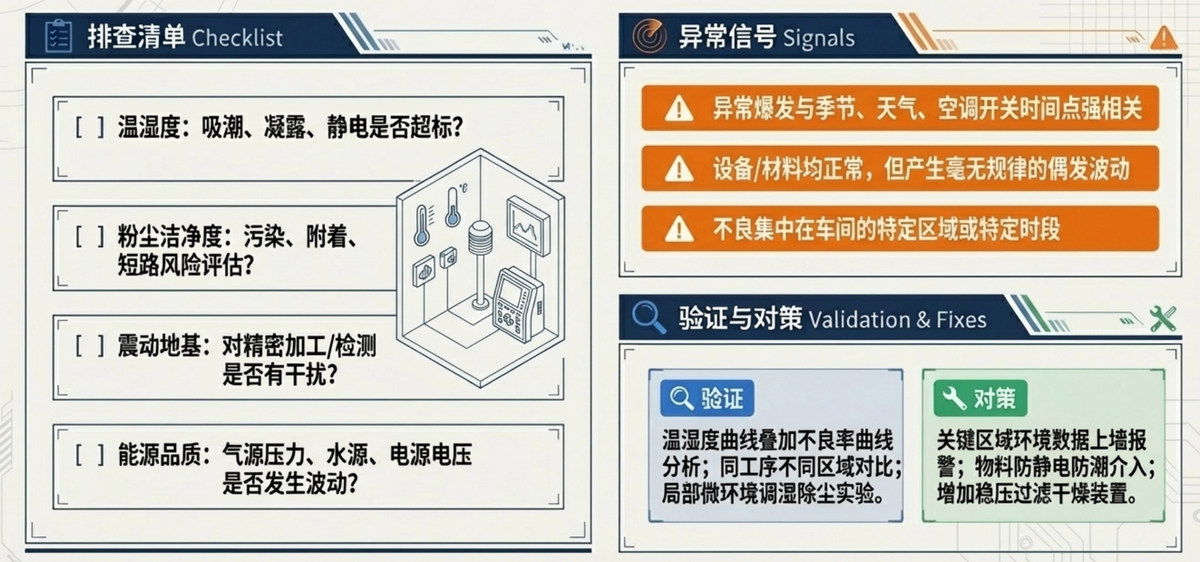
验证方法:
- 把不良与环境记录对齐:温湿度曲线一叠加就很明显
- 分区域对比:同工序不同位置差异
- 做小实验:调湿/除尘/静电措施后看趋势
典型改善:
- 关键区域环境监控(温湿度上墙/报警)
- 物料防潮/防静电措施
- 气源、电源品质治理(稳压、过滤、干燥)
6)测(Measurement):最容易被忽视,但最容易误判
测量系统有问题,你会出现一种最惨的情况: 产品没变,数据变了;过程没坏,判定坏了。
你要查的四件事:
- 量具:校准是否有效?精度够不够?有没有超期?
- 方法:测量方式、夹持方式、测点一致吗?
- 标准:判定标准一致吗?有没有版本差异?
- 抽检策略:抽样是否能代表?检验频次合理吗?
常见信号:
- A 检验员判 NG,B 判 OK
- 返检差异大,同一件产品反复测结果不一样
- 客户说不良,你内部测都合格(或反过来)
验证方法:
- MSA(量测系统分析):重复性/再现性(GR&R)
- 量具对比:不同量具测同一件结果差异
- 标准对齐:内部标准与客户标准是否一致
典型改善:
- 关键特性强制做 MSA
- 检验方法标准化(夹持、测点、节拍)
- 判定标准版本管控
三、怎么用 5M1E 做出像样的根因分析?
很多人用 5M1E,最后还是写成“可能原因清单”。 关键差别不在于你会不会列,而在于:你能不能把可能变成动作闭环。
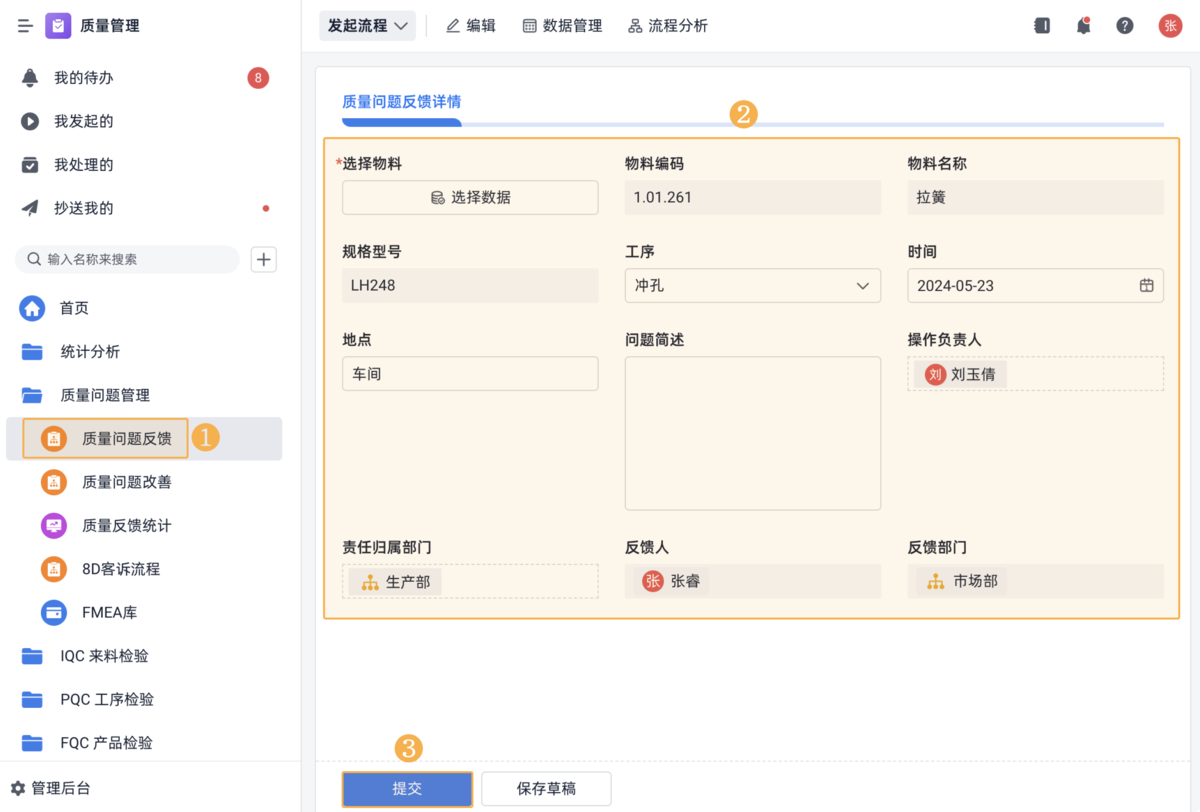
要做到这一点,现场光靠脑子不够,必须把生产管理系统一起拉进来
Step 1:先用 5M1E 发散可能原因
做法不变:每一类至少列 3 个可能性。
但这里加一条:每个可能原因后面都要标注去哪个系统拿数据。 你不写清楚数据来源,后面就会变成开会吵架。
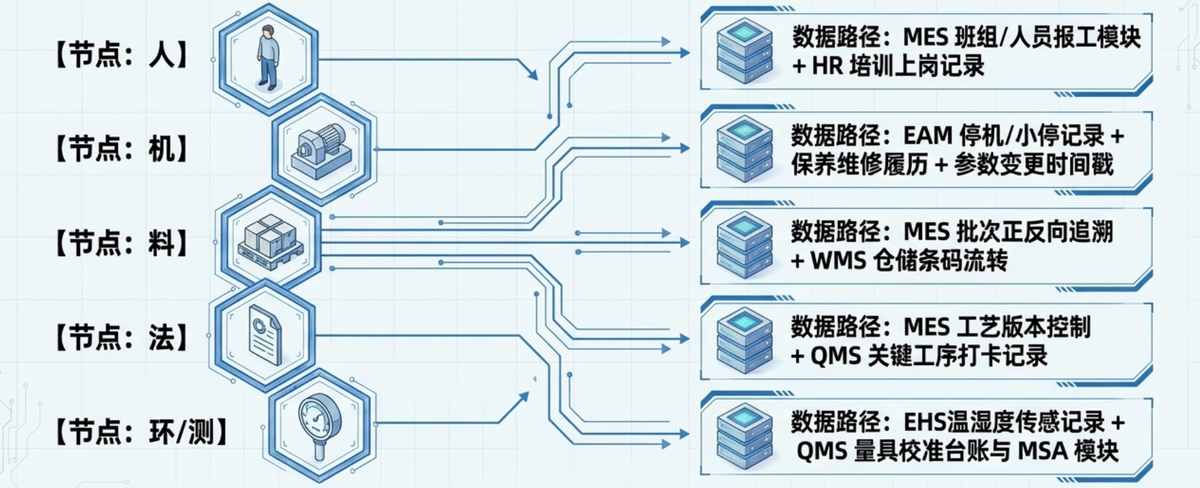
比如(示例写法):
- 人(Man):新员工上岗/夜班差异/关键动作漏做 数据来源:生产管理系统的班组/人员报工、培训上岗记录(如在HR/培训模块也可链接)
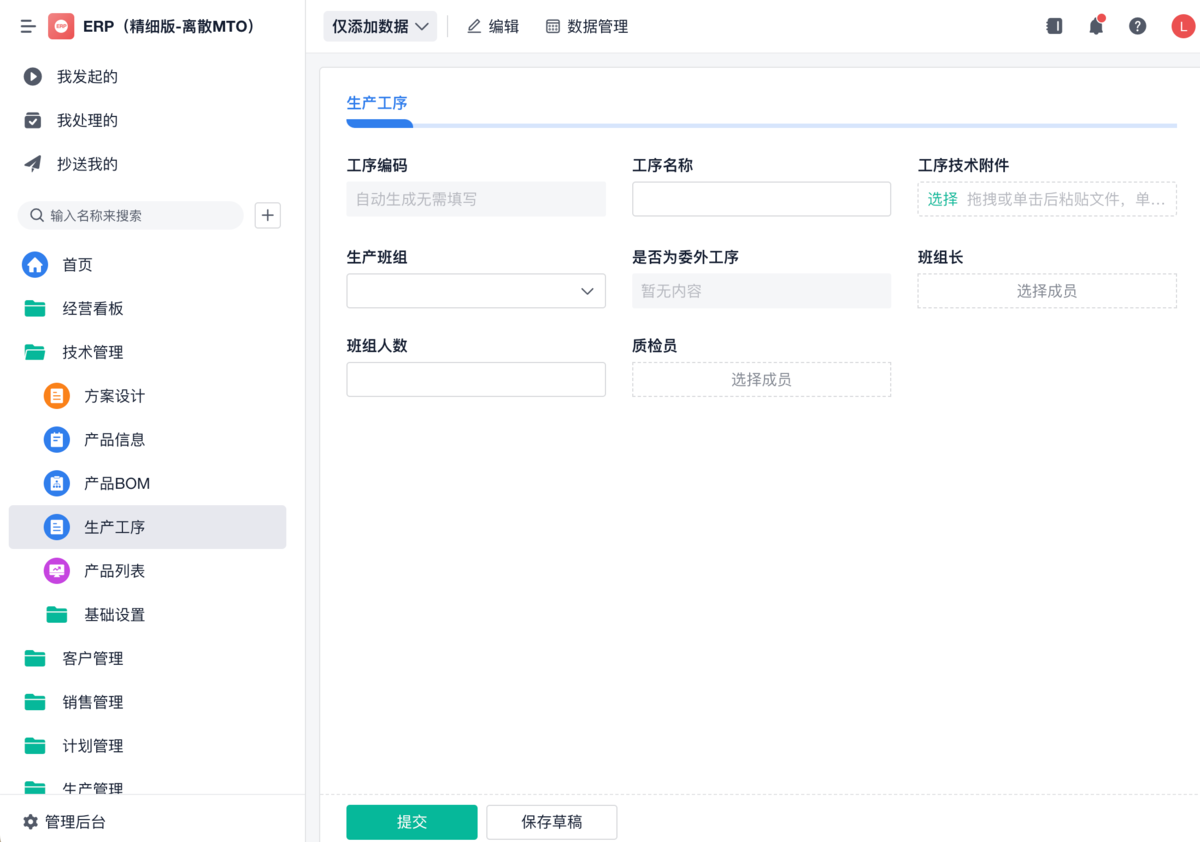
- 机(Machine):某台机参数漂移/治具磨损/小停频发 数据来源:设备管理系统的停机记录、点检/保养、维修履历、参数变更
- 料(Material):某批次波动/替代料/存储异常 数据来源:生产管理系统的批次追溯、来料检验;仓储系统/条码流转
- 法(Method):工艺版本混用/参数窗口不合理/流程跳步 数据来源:生产管理系统的工艺版本、作业指导书版本、关键工序记录
- 环(Environment):温湿度/粉尘/静电/气源波动 数据来源:生产管理系统的环境记录(或EHS);设备系统的气源/能耗/报警(如有)
- 测(Measurement):量具超期/判定标准版本不一致/检验方法差异 数据来源:质量模块的量具台账、校准记录、检验标准版本、MSA记录
Step 2:每个可能原因都要配验证方式
你原来那一套验证方式很好,我帮你补成现场动作 + 系统证据的组合拳:
人(Man):看视频/看班组对比数据
- 现场:站位观察 3 个循环 + 关键动作录像
- 系统证据(生产管理系统): 按班组/人员/班次的不良率对比 新人上岗时间与不良爬升是否相关 同工序不同人节拍/报工差异

机(Machine):看参数历史/机台对比
- 现场:同型号机台对照试跑/治具检查磨损
- 系统证据(设备管理系统): 停机/小停 Top 原因 + 时间分布(夜班是否更高) 点检/保养是否逾期、维修是否频繁复发 参数/程序版本变更记录(何时改、谁改、改前后质量变化)

料(Material):批次追溯/关键特性复测
- 现场:同批次隔离复测、对照历史合格批
- 系统证据(生产管理系统): 不良与物料批次关联(同批次是否集中爆发) 该批物料流向哪些工单/哪些机台/哪些客户 替代料启用记录、混料/投料记录(如有)

法(Method):流程走查/工艺窗口验证
- 现场:SOP 走查(写10步做7步最常见)+ 参数窗口挑战试验
- 系统证据(生产管理系统): 工艺版本/作业指导书版本是否一致(有没有旧版本在跑) 首件确认、巡检记录是否缺失 关键工序是否按要求强制记录(有记录才叫执行)

环(Environment):温湿度对齐/区域对比
- 现场:区域对比、天气/空调开关前后对照
- 系统证据(生产管理系统/EHS/设备系统): 温湿度曲线叠加不良曲线(相关性最直观) 气源压力/露点、能耗波动与异常时间点是否一致(如系统有采集)
测(Measurement):做 MSA/量具对比
- 现场:同一件样品不同人不同量具复测
- 系统证据(质量模块/测量管理): 量具校准是否超期、GR&R 是否达标 判定标准版本是否一致(内部/客户) 检验频次与抽样策略是否覆盖风险点

Step 3:把结论在系统里闭环
正确的根因不是一句话,而是一条能复盘的证据链:
现象 → 数据证据 → 排除过程 → 结论 → 改善动作 → 验证结果
- 在生产管理系统里:把异常绑定到工单/工序/批次/班次/人员
- 在设备管理系统里:把异常绑定到机台/停机/维修/点检/参数变更
- 最好再加一个“异常主单”(质量异常/过程异常单):作为两边系统数据的“汇总入口”
3.2 让改善动作能派单、能追责、能验证
- 涉及设备的改善:自动生成设备工单(维修/点检加强/保养调整/参数锁定)
- 涉及生产过程的改善:生成工艺变更任务、培训任务、首件/巡检加严任务
- 涉及物料的改善:生成供应商纠正、来料检验升级、批次隔离策略
- 涉及测量的改善:生成量具校准/更换、MSA任务、检验标准对齐

并且统一要求:
- 有责任人、有截止时间
- 有过程记录(做了什么)
- 有验证方式(用数据证明有效)
- 有观察期(7/30天或1个批次)
- 复发自动关联历史异常,触发升级(专项改善/8D)


