
早会刚散,老板盯着生产看板问:
“上个月交付率还不错,为什么客户投诉反而多了?”
车间主任翻笔记,计划员解释排产,质量说问题集中在两道工序。
每个人都说得通,但问题还是没被真正看清。
这就是很多工厂的真实状态:数据有,报表有,会议也有,但一到判断问题出在哪、为什么发生、下一步怎么改,就开始模糊。
生产管理最怕的不是没有数据,而是数据只停在看过了。
下面这 8 个指标,基本绕不开。
以下解读中所用到的精益生产管理系统——已经做成了完整的模板,可直接下载使用: https://www.jiandaoyun.com

1、交付率:客户眼里,你值不值得信任
准时交付率 = 准时交付订单数 ÷ 应交付订单总数 × 100%
交付率看的是企业按承诺时间完成交付的能力。
但交付率不能只看总数。
有些工厂交付率看起来不错,实际全靠调度催、班组盯、工人加班补。一旦订单结构变复杂、物料延迟、设备停机,风险马上爆出来。
看交付率,要下钻到:
- 是哪类订单延迟?
- 是哪条产线拖了后腿?
- 是哪类物料反复卡壳?
- 是哪道工序影响后续?
生产管理系统的价值,是把交付从月底报表变成实时过程。订单从排产、工单、报工、质检到入库,每个节点都能追踪。哪些订单延期、哪些工序卡住,系统提前标识出来。

2、计划达成率:排产是指挥棒,还是摆设?
计划达成率 = 实际完成数量 ÷ 计划完成数量 × 100%
也可以按工单看:
计划达成率 = 按计划完成工单数 ÷ 计划工单总数 × 100%
很多工厂不是没有计划,而是计划没有权威。
上午排好,下午插单;计划端改了,班组还不知道。最后大家都在忙,但计划变成摆设。
计划达成率低,先别急着怪执行力,要看计划本身能不能落地:
- 物料齐不齐?
- 设备产能准不准?
- 人员班次配不配?
- 急单插单有没有规则?
- 计划达成率要和交付率一起看。
交付率高、计划达成率低,说明交付靠救火;
计划达成率高、交付率低,说明计划没有围绕客户交付来排。
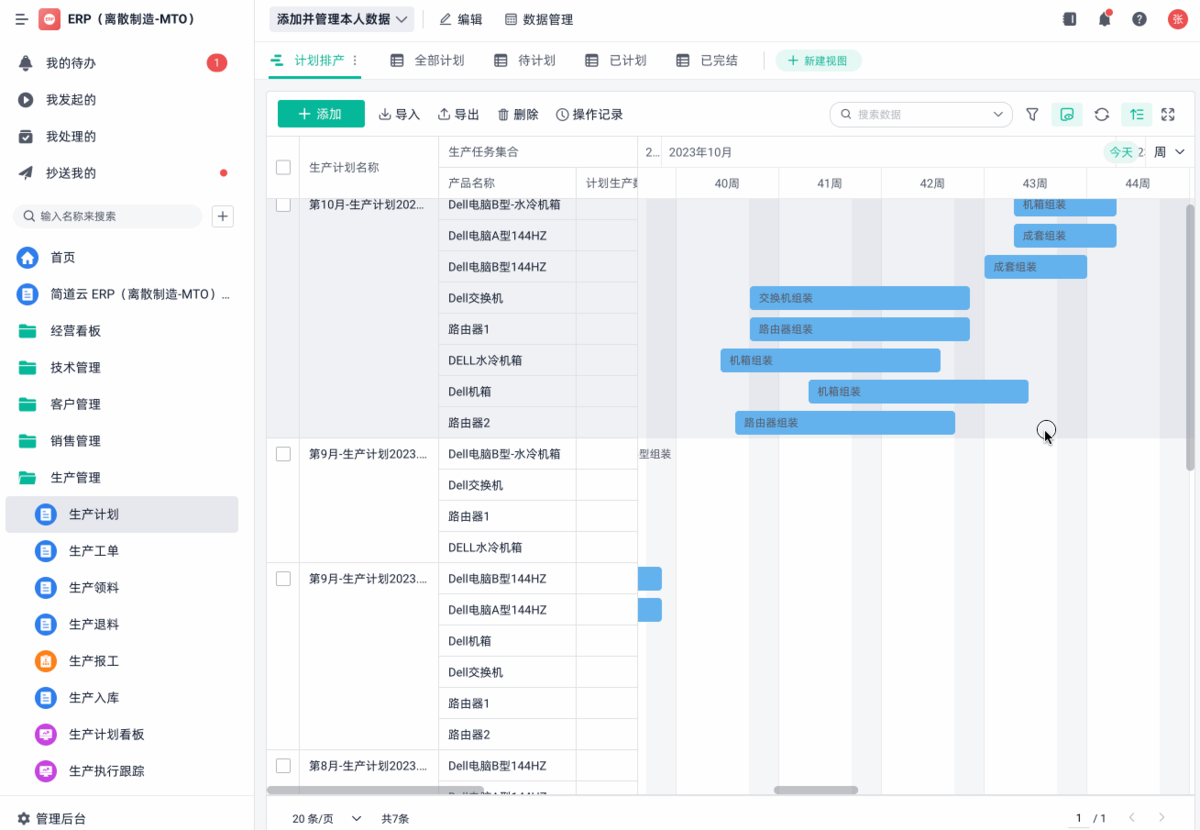
生产管理系统可以用 MRP 运算物料需求,用排产甘特图展示产能冲突,计划调整后同步到班组和工位。
3、一次合格率:一次做对,还是做完再修?
一次合格率 = 一次检验合格数量 ÷ 投入检验总数量 × 100%
一次合格率,也叫直通率。
它和最终合格率不是一回事。
最终合格率高,只能说明最后交出去的产品合格;
一次合格率高,才说明过程稳定、返工少、浪费少。
一次合格率低,要拆到具体维度:
- 哪类产品容易出问题?
- 哪道工序直通率最低?
- 哪个班组波动最大?
- 哪台设备对应的不良更多?
- 缺陷是否集中在少数几类问题上?
生产管理系统可以在扫码报工时同步记录合格数、不良数和不良原因,按产品、工序、班组、设备自动汇总。异常超过阈值,系统直接预警。
质量管理真正有价值的地方,不是最后把坏品挑出来,而是在问题扩大前把它按住。

4、损失率:钱从哪些缝里漏出去?
损失率 = 损失数量 ÷ 投入数量 × 100%
按金额看:
损失率 = 损失金额 ÷ 生产总成本 × 100%
很多工厂不是没有损失,而是损失被藏起来了。
废品随手处理,返工不算成本,多领物料没有追溯,盘点差异最后用账务调整抹平。
损失率要从五个维度看:
- 按物料,看哪些物料损耗高;
- 按产品,看哪些产品损失率高;
- 按工序,看损失集中在哪一段;
- 按班组,看是否集中在某个班次;
- 按原因,看是设备、操作、来料、工艺还是设计问题。
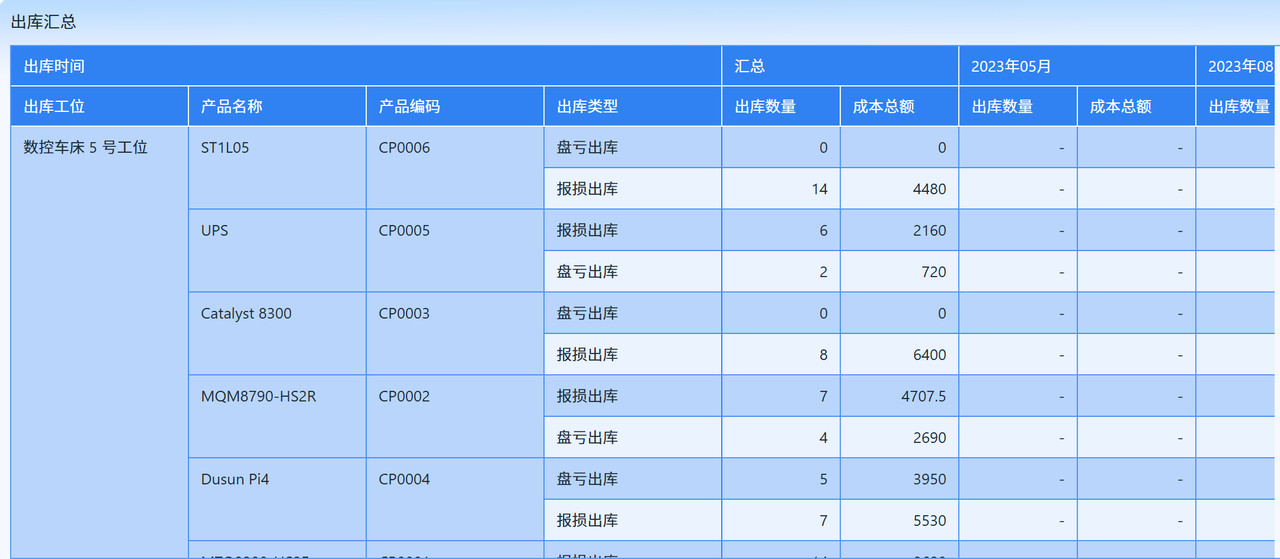
生产管理系统可以把报工、质检、入库和库存串起来。每一笔损失都能关联到工单、产品、工序、物料和责任环节。
损失被看见,改善才有入口。
5、OEE:设备在印钞,还是在占地方?
OEE = 时间开动率 × 性能稼动率 × 合格品率
其中:
时间开动率 = 实际运行时间 ÷ 计划运行时间
性能稼动率 = 实际产量 ÷ 理论产量
合格品率 = 合格品数量 ÷ 总产量

OEE 不能只看最终值,关键要拆解。
- 时间开动率低,可能是停机、待料、换模、维修时间长。
- 性能稼动率低,可能是设备速度没跑起来。
- 合格品率低,说明设备虽然在转,但有效产出不够。
同样是 OEE 低,原因不同,改善动作完全不同。
生产管理系统可以把设备、工单、报工、产量、不良、停机时间连接起来,在看板上实时展示 OEE 和三大因子。
设备只有稳定、高效地产出合格品,才真的在创造价值。

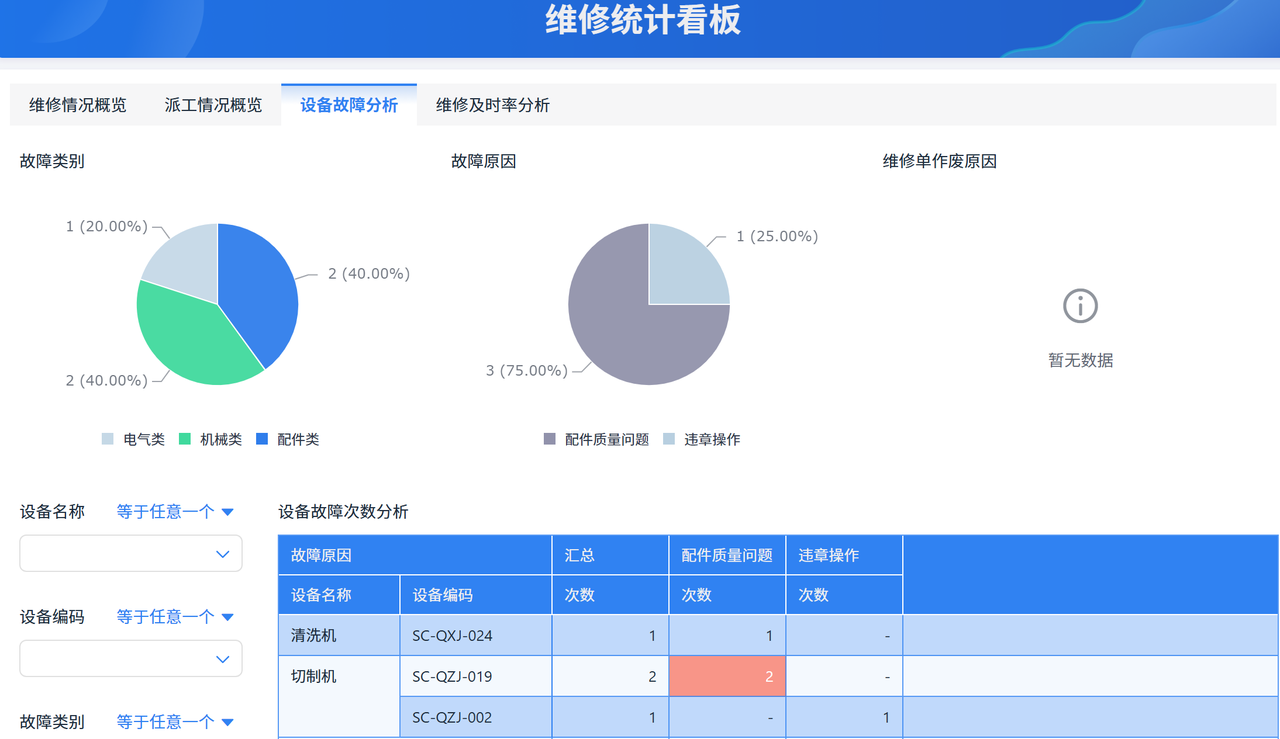
6、设备故障率:突然停机,真的是运气不好吗?
设备故障率 = 故障次数 ÷ 设备运行时间
还要结合两个指标:
MTBF = 总运行时间 ÷ 故障次数
平均无故障时间。
MTTR = 总维修时间 ÷ 故障次数
平均维修时间。
很多工厂是坏了就修,修完继续用。下次同样的问题再出现,就说老毛病。
但重复故障不是运气不好,而是预防机制失效。
看设备故障,要看:
- 故障集中在哪些设备?
- 是否集中在某些部件?
- 是否和特定产品、工序、班组有关?
- 维修后有没有验证?
- 同类故障有没有复发?
生产管理系统把工单和设备绑定,停机时记录故障原因、维修人员、维修时长和处理结果。数据积累后,哪台设备问题最多、哪个部件容易坏,都会逐渐暴露出来。
7、库存周转率:压着的是死货,转起来才是现金流
库存周转率 = 销售成本 ÷ 平均库存金额
也可以看:
库存周转天数 = 365 ÷ 库存周转率
库存不能只看总金额,要分开看原材料、在制品和成品。
原材料库存高,可能是采购和计划脱节。
在制品库存高,可能是工序堵塞。
成品库存高,可能是预测偏差或客户提货节奏变化。
库存不是越少越好。
太低容易断料,太高占用资金。真正要问的是:
- 压在哪里?
- 压了多久?
- 为什么压住?
生产管理系统把订单、工单、报工、入库和库存打通。物料是否齐套,在制品停在哪道工序,成品入库多久未发货,都能在系统里看到。

8、人均产出:同样的人,为什么撑起不一样的产值?
常用公式有三种:
人均产值 = 总产值 ÷ 平均人数
人均合格品数 = 合格品数量 ÷ 生产人数
人均工时产出 = 合格品数量 ÷ 总工时
人均产出不能简单理解为越高越好。
如果提高是靠长期加班、压缩休息、牺牲质量换来的,那不是效率提升,而是在透支团队。
如果人均产出低,也不要第一反应就说员工不努力。很多人效问题,根源在流程和系统:
等料、找工具、搬运、重复填单、返工、等待检验、交接不清。
生产管理系统可以把员工报工、工时、产量、合格品、不良数和薪资数据关联起来。管理者不仅能看到产出,也能看到背后的工时投入和质量结果。
降本增效不是简单裁人,而是把人从重复、等待、返工和抄写里释放出来。

9、如何用 8 大指标做好生产管理?
指标不是越多越好,关键是放到一套逻辑里看。
第一组,看交付:交付率 + 计划达成率。
交付率看客户要的东西有没有按时交出去,计划达成率看内部计划有没有按节奏跑起来。
第二组,看质量:一次合格率 + 损失率。
一次合格率看过程有没有一次做对,损失率看做错以后造成多少成本浪费。
第三组,看效率:OEE + 设备故障率。
OEE 看设备有没有创造有效产出,设备故障率看设备运行是否稳定。
第四组,看经营:库存周转率 + 人均产出。
库存周转率看现金流有没有被压住,人均产出看人力投入有没有转化为有效结果。

一套成熟的生产管理系统,不是把 8 个数字放到大屏上就结束,而是把订单、计划、工单、设备、物料、质检、库存、人员数据打通。
看到交付异常,可以下钻到计划、物料和工序;看到质量异常,可以追到产品、班组和缺陷原因;看到设备效率下降,可以拆到停机、速度和合格率;看到库存积压,可以追到订单节奏和在制品停留。
这样,指标才不是孤立数字,而是一张生产管理诊断图。

最后说一句
生产管理的指标不难,难的是用起来。
如果这些指标只停在月底报表里,就是数字;如果能进入生产管理系统,和订单、工单、设备、物料、质检、库存、人员数据打通,就会变成管理动作。
工厂不一定一开始就把所有指标做满。
可以先从两组切入:
交付率 + 计划达成率,先解决订单能不能按时交。
一次合格率 + 损失率,先解决质量和成本是否可控。
当系统能自动提示哪里延期、哪里不良、哪里损耗异常、哪里设备效率下降时,生产管理才真正从人盯现场,走向数据驱动改善。


