
前段时间,我去一家制造企业做生产计划梳理。
刚到现场,计划员给我看了一张排产表,做得很细:订单、日期、数量、产线、交期都有。乍一看,计划是清楚的。
但我问了三个问题:
- 物料齐了吗?
- 瓶颈产能算过了吗?
- 车间进度怎么回传?
现场一下就安静了。
这也是很多工厂生产计划做不稳的原因。表格看起来有计划,现场却还是靠催、靠问、靠临时协调。
生产计划从来不是简单排日期。真正成熟的生产计划,要先算清楚需求、物料和产能,再排好优先级、批次、时间和资源,最后协调销售、采购、仓库、车间、质量和工艺,把计划真正落到现场。
如果用一句话概括,生产计划真正干的事,就是:
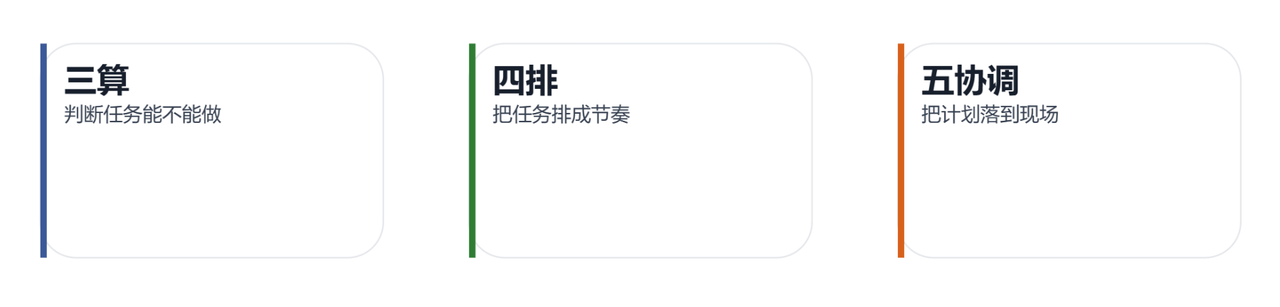
三算、四排、五协调。
以下解读中所用到的精益生产管理系统——已经做成了完整的模板,可直接下载使用: https://www.jiandaoyun.com

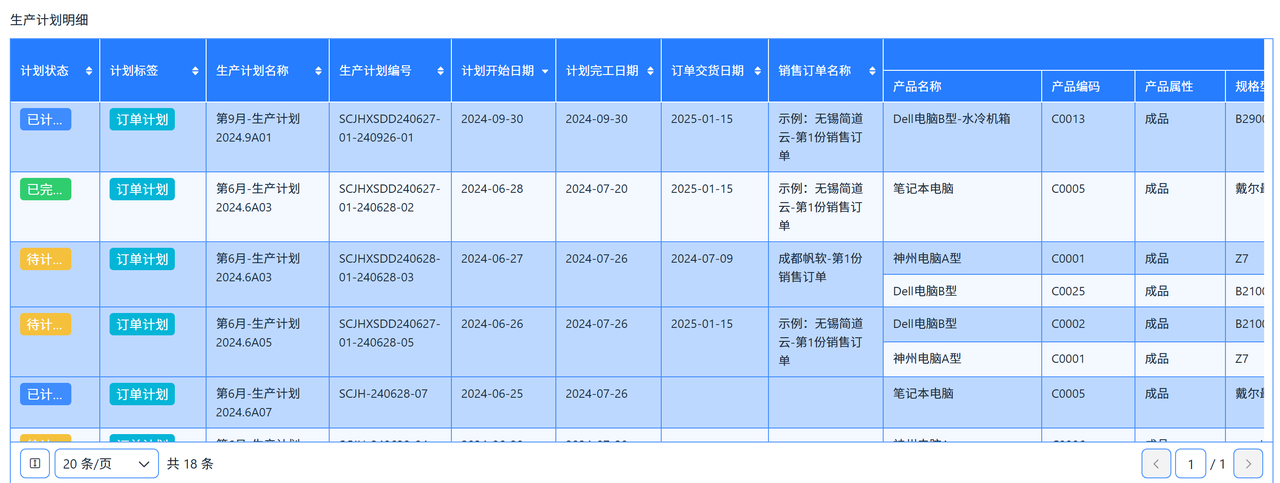
一、生产计划到底是什么?
生产计划,简单说,就是把客户订单、销售预测、库存需求和交付要求,转化成工厂能够执行的生产任务。
它不是简单排一个日期,也不是把订单照搬到表格里,而是要先判断:
这个订单现在能不能做、需要做多少、什么时候做最合适、做的时候会不会被物料、产能、质量或现场异常卡住。
很多人以为生产计划就是销售给订单,计划排日期,车间照着做。
但工厂真实运行里,订单不是孤立的。
一个订单能不能做,要看库存够不够、物料齐不齐、产线有没有空、瓶颈工序能不能接住、检验和入库能不能跟上。
所以,生产计划真正做的,是把客户要什么变成工厂怎么按节奏完成。
如果计划只看交期,不看物料和产能,排出来的不是生产计划,而是一张愿望表。真正好的生产计划,必须能把订单、物料、产能、库存和现场约束先接起来,再往下安排生产节奏。

二、三算:先算清楚,别把做不出来的任务排下去
1.算需求:到底要生产多少?
需求不是简单看客户下了多少订单。
计划员要把销售订单、预测需求、安全库存、未完成订单、现有库存和在制品放在一起看,算出真正需要生产的数量。
比如客户要1000件,仓库还有300件,现场还有200件在制品,那这次不一定要重新生产1000件。反过来,客户只下了800件,但安全库存已经低于警戒线,就可能要适当补产。
这里最怕数据分散。
销售订单在一张表,库存数据在仓库,车间在制品又靠人工问,计划员算出来的需求就很容易失真。生产管理系统的价值,是把订单、库存、在制品和安全库存放到同一个口径里,让计划员看到的是净需求,而不是单纯的订单数量。
需求算准了,后面才不会一边多做库存,一边真正要交的订单没排上。

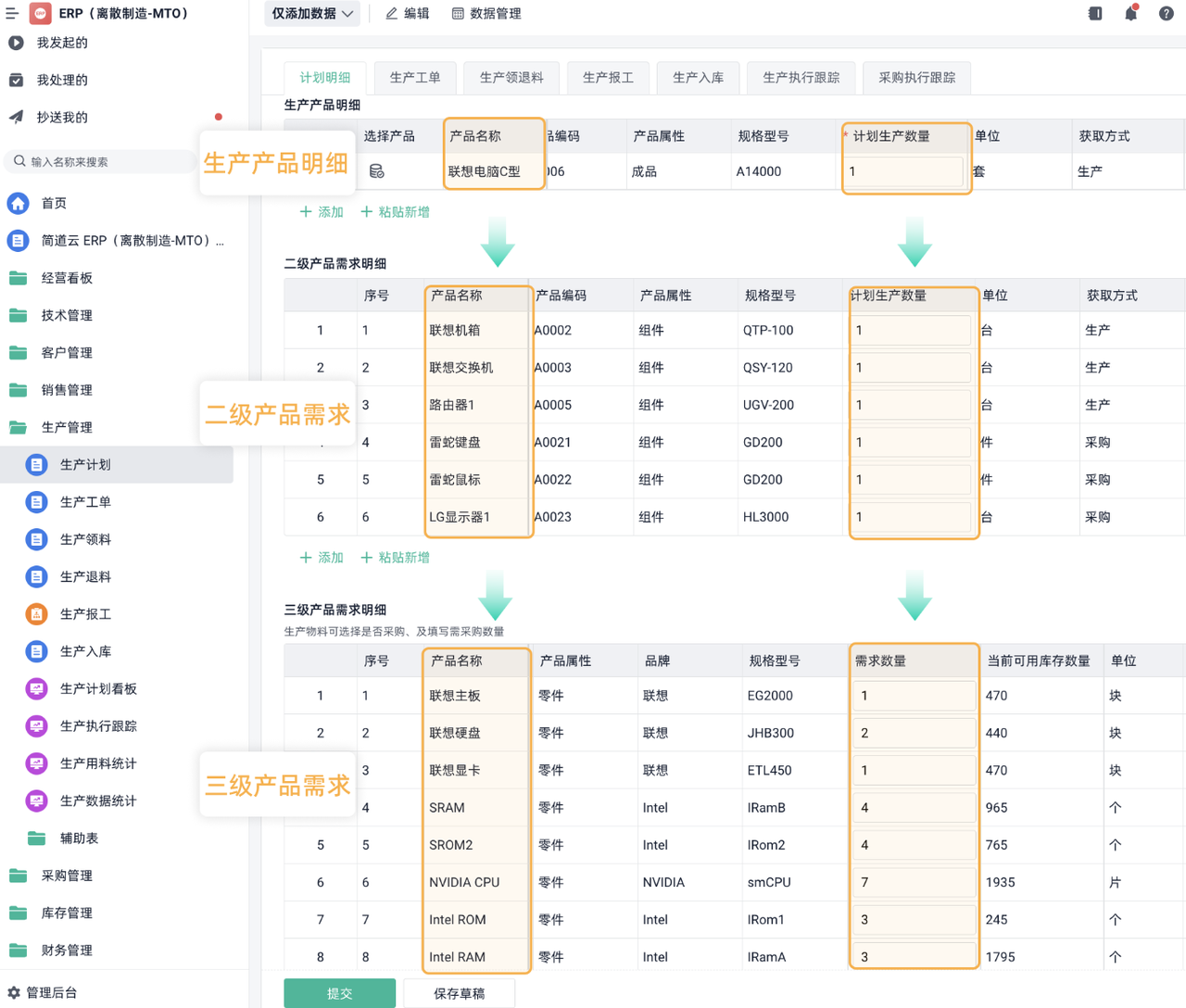
2.算物料:有没有料能开工?
生产最怕计划排好了,车间准备开工,才发现关键物料没到。
算物料,不是看仓库里好像有库存,而是要看BOM里的关键物料是否齐套,采购在途什么时候到,库存有没有被其他订单占用,物料状态是不是合格,替代料能不能用。
很多缺料问题,不是完全没料,而是有料不能用、有料被占用、关键件差一个。
这一步如果只靠人去问采购、问仓库、翻库存,很容易漏。真正好用的生产管理系统,会把BOM、库存、采购在途、质检状态和订单占用关系串起来。计划员排单前就能看到:哪些订单已经齐套,哪些订单差关键料,哪些物料虽然有库存但还在待检或冻结状态。
这样物料风险就不会等到车间开工那一刻才爆出来。

3.算产能:设备和人接不接得住?
有订单、有物料,还不代表能生产。
还要看产能。
哪条线能做,哪台设备是瓶颈,班组有没有人,标准工时是多少,换型时间要多久,前后工序能不能接上,这些都要提前算。
很多计划失败,不是总产能不够,而是关键工序不够。
前段一天能做2000件,后段瓶颈工序一天只能做800件。如果计划只看前段产能,中间只会堆一堆半成品,现场看起来很忙,交付却还是被后段卡住。
这时候生产管理系统里的工艺路线、标准工时、设备能力、班次信息就很关键。计划员不是凭经验说应该能做,而是能看到产能负荷、瓶颈工序和可用资源。算产能,算的不是理论上能做多少,而是现场连续稳定能做多少。

三、四排:算清楚以后,才开始排生产节奏
1.排优先级:先做哪个订单?
订单不能简单按先来后到排。
有的订单客户等级高,有的订单交期紧,有的订单缺一件就影响整批交付,有的订单可以拆批,有的订单必须整单完成。
计划员要先排优先级,判断哪些订单必须保证,哪些可以后移,哪些需要和销售重新确认交期。
优先级如果只靠谁催得急,现场一定会乱。生产管理系统里如果能同时看到客户等级、交期、缺料情况、产能负荷和订单影响,计划员排优先级时就有依据。不是谁声音大谁先做,而是看哪个订单真正影响交付、客户和产能节奏。
2.排批次:一次做多少最合适?
批次不是越大越好,也不是越小越灵活。
批次太大,会占用库存和产能;批次太小,换型频繁,效率下降。
生产计划要根据订单交期、物料齐套、设备换型、库存水平来排批次。同类产品可以合并生产,减少换型;交期不同的订单可以分批生产,避免一次性压太多库存。
生产管理系统在这里不是替计划员拍板,而是把相近产品、相近工艺、相近交期的订单呈现出来,方便计划员判断哪些可以合批,哪些必须拆批。排批次的本质,是在交付、库存和效率之间找平衡。
3.排时间:什么时候开始,什么时候完成?
生产计划不能只写本周完成。
它要明确什么时候开工,什么时候完成,哪些任务必须前置,哪些任务可以后移。
尤其是多工序生产,前后段时间必须接得上。前道太早做完,半成品堆积;后道排得太晚,交期被拖住。
这部分最容易被表格做假顺。表上日期排得很好看,但现场一报工,才发现前一道没完、后一道已经等着。生产管理系统如果能把工单计划时间、工序进度和实际报工连起来,计划员看到的就不是静态日期,而是每个工序到底有没有按节奏推进。
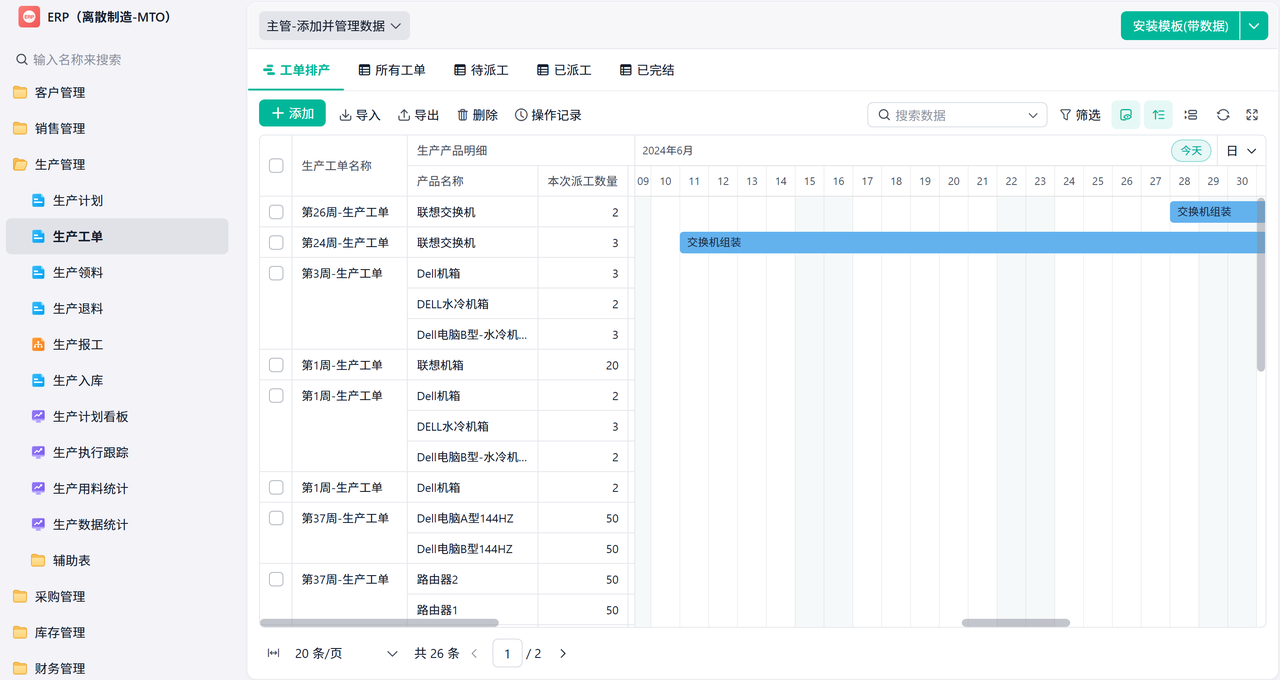
4.排资源:谁来做,用哪条线做?
最后,计划要落到资源上。
哪条产线做,哪台设备做,哪个班组做,是否需要加班,是否要提前准备工装、模具、检具,都要明确。
如果这一步不清楚,车间拿到计划后还要重新拆。计划部门以为任务已经下发,现场却还在临时协调设备和人员。
生产管理系统里把任务分配到产线、设备、班组和工序,车间才真正知道怎么执行。否则计划只是任务通知,不是执行安排。

四、五协调:计划不是一个部门能单独完成的
1.协调销售:交期能不能承诺?
销售接单时,如果没有和计划确认库存、产能、物料,交期很容易承诺过头。
计划要和销售确认订单优先级、客户交期、是否允许分批交付、是否要调整承诺时间。
如果生产管理系统里能看到订单进度、缺料风险和产能负荷,销售和计划之间的沟通就不会只剩一句“能不能快点”。哪些订单能承诺,哪些订单有风险,哪些订单插进去会影响原计划,都能先看清楚。

2.协调采购:关键物料什么时候到?
采购不到料,生产计划就无法落地。
计划要和采购确认关键物料到货时间、供应商交付风险、替代料可用性和缺料影响范围。
这部分不能等车间要开工了才追。生产管理系统如果能把采购在途、预计到货、缺料预警和生产任务关联起来,计划员就能提前知道哪些订单会被物料卡住,采购也能清楚哪些物料会影响交付,而不是所有物料都被同样地催。

3.协调仓库:库存准不准,物料能不能发?
系统有库存,不代表现场能用。
仓库要确认数量、批次、库位、质检状态、是否冻结、是否被其他订单占用。
很多计划乱,不是订单没排好,而是库存数据不可信。生产管理系统如果能把库存状态、批次、质检结果和工单领料打通,就能减少账上有料,现场没料的问题。计划排得准不准,很大程度取决于库存能不能信。

4.协调车间:现场到底能不能做?
车间最清楚现场约束。
设备状态、人员安排、工序瓶颈、换型时间、异常停机,都会影响计划执行。
计划不能只把任务丢给车间,还要听现场反馈。如果车间说做不了,要追问是设备问题、人员问题、物料问题,还是工艺问题。
生产管理系统通过工单、报工、停机和异常记录,把现场进度回传给计划端。这样计划员看到的不是任务已下发,而是现场做到哪一步、卡在哪个环节、要不要调整。

5.协调质量和工艺:能不能稳定做出来?
有些订单不能只看能不能生产,还要看能不能稳定生产。
新产品、变更产品、返工产品、客户特殊要求产品,都需要质量和工艺提前确认。
检验标准不清、工艺参数不稳、首件没确认,都会让计划在现场卡住。
如果生产管理系统里能关联首件确认、工艺路线、检验状态和生产任务,计划员能提前识别哪些订单不能直接排,哪些必须等质量和工艺确认后再开工。生产计划不是只追求排上去,而是要确保排下去以后能稳定做出来。

五、如何利用三算、四排、五协调真正做好生产计划?
真正做好生产计划,不是把表格做得更复杂,而是把三算、四排、五协调放到同一条管理链里。
先用三算判断任务能不能做。
- 需求算不清,就会多做或少做;
- 物料算不清,就会开工缺料;
- 产能算不清,就会把任务压到车间却落不了地。
再用四排把任务排成节奏。
- 优先级不清,现场就被急单牵着走;
- 批次不合理,库存和换型都会失控;
- 时间排不顺,前后工序就会断;
- 资源不明确,车间就只能临时协调。
最后用五协调把计划落到现场。
- 销售要知道交期风险,
- 采购要知道缺料影响,
- 仓库要保证库存可信,
- 车间要反馈真实进度,
- 质量和工艺要提前确认特殊要求。
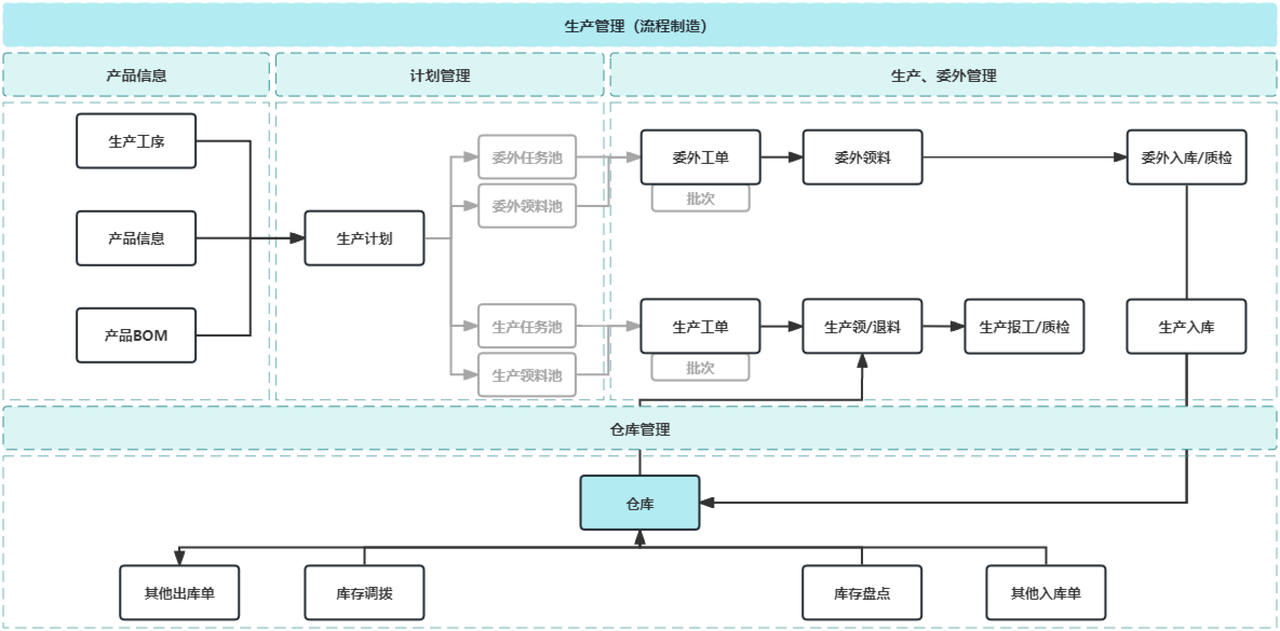
生产管理系统在这里承接的,不是一张线上排产表,而是把订单、BOM、库存、采购、产能、工单、报工和质量状态接起来。
计划员不是靠经验猜,也不是靠微信群一条条问,而是能基于同一套数据判断:什么能做,什么时候做,先做什么,卡住了找谁协调。
三算让计划有依据,四排让计划能执行,五协调让计划不脱节。
这三件事连起来,生产计划才真正从排表,变成管理生产节奏。
最后说一句
生产计划到底在干什么?
不是简单排日期,也不是天天改表。
它真正做的是:先算清需求、物料和产能,再排好优先级、批次、时间和资源,最后协调销售、采购、仓库、车间、质量工艺,把计划真正落到现场。
计划做得好,订单、物料、产能和现场能接上。
计划做不好,所有部门都在忙,交付还是不稳。


