Excel计算CPK技巧详解,如何快速提升数据分析能力?
Excel计算CPK的方法主要包括:1、数据整理与录入;2、计算均值与标准差;3、确定规格上限(USL)与下限(LSL);4、应用公式计算CPK;5、结果分析与可视化。其中,应用公式计算CPK是实现过程控制能力评估的关键环节。通过正确输入数据并利用Excel内置函数,用户可以快速得出CPK值,从而判断生产过程是否稳定且符合质量要求。详细而言,用户需先用=AVERAGE()和=STDEV.P()等函数求出均值与标准差,再结合规格上限和下限,按公式 CPK = MIN((USL-均值)/(3*标准差), (均值-LSL)/(3*标准差)) 计算。这样不仅提升了数据处理效率,还能为质量改进提供科学依据。
《excel计算cpk》
一、EXCEL计算CPK的整体流程
CPK(Process Capability Index, 工序能力指数)是衡量一个生产过程是否满足产品规格要求的重要指标。在Excel中进行CPK计算,一般遵循如下流程:
| 步骤 | 内容说明 |
|---|---|
| 1 | 数据整理与录入 |
| 2 | 求样本均值 |
| 3 | 求样本标准差 |
| 4 | 明确产品的规格上限/下限 |
| 5 | 应用 CPK 公式进行计算 |
| 6 | 对结果进行解读和可视化 |
-
数据整理与录入 将测量得到的样本数据按照顺序输入到Excel表格中,比如A列。
-
求样本均值和标准差 分别使用
=AVERAGE(A:A)和=STDEV.P(A:A)来求取。 -
确定规格上下限(USL/LSL) 明确产品所允许的最大值(USL)和最小值(LSL)。
二、EXCEL中CPK具体公式与操作步骤
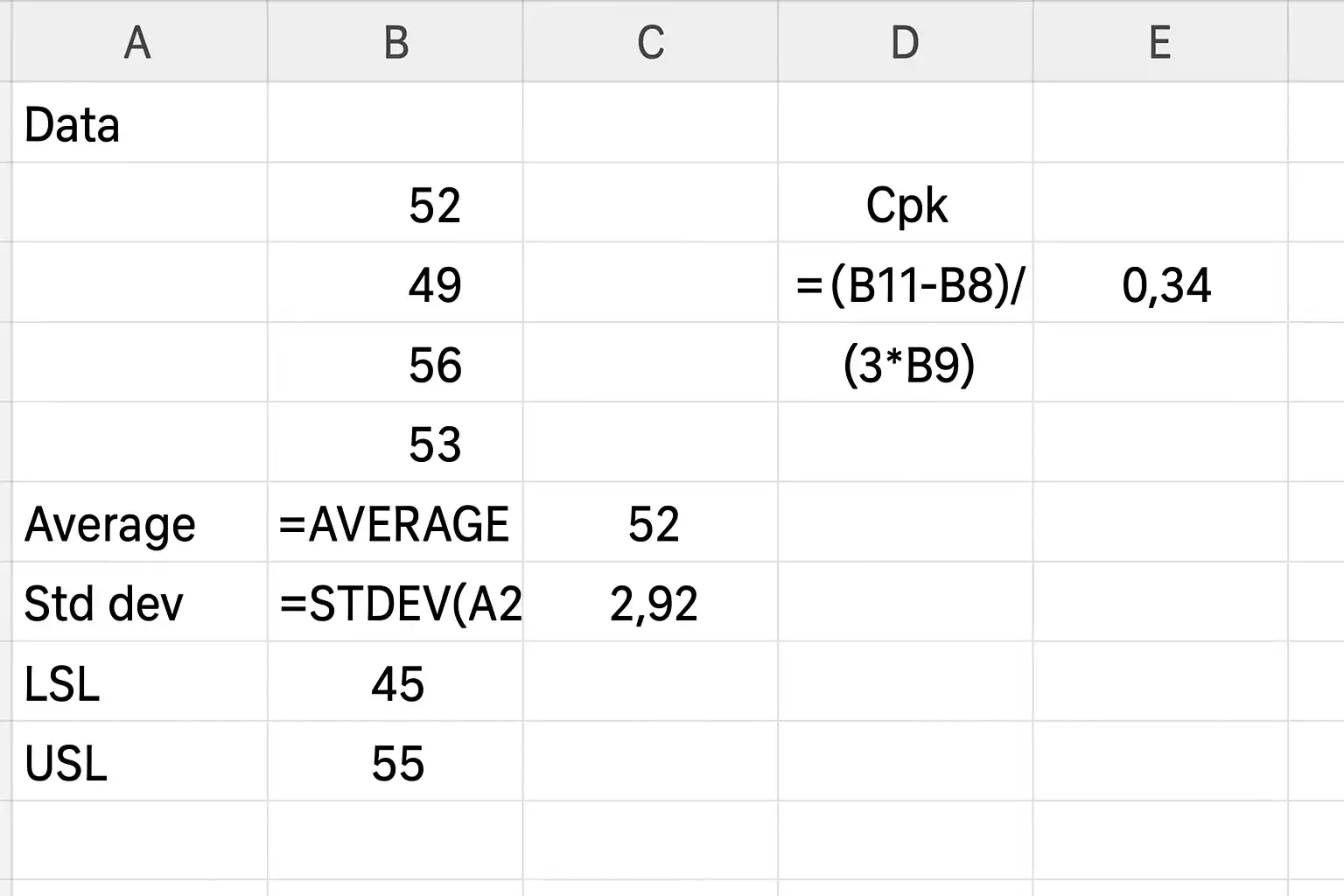
在Excel里,CPK的核心公式为:
CPK = MIN((USL-μ)/(3σ), (μ-LSL)/(3σ))其中 μ 表示样本平均数,σ 表示标准差。
下面以具体操作步骤列表说明:
- 假设你的数据在A列(A2:A101),LSL在D1单元格,USL在E1单元格。
- 在B1单元格输入
=AVERAGE(A2:A101)得到μ。 - 在C1单元格输入
=STDEV.P(A2:A101)得到σ。 - 在F1单元格输入
=(E1-B1)/(3*C1) - 在G1单元格输入
=(B1-D1)/(3*C1) - 在H1单元格输入
=MIN(F1,G1)即为最终的 CPK 值。
这种方法可以灵活调整范围,也便于批量处理大量检测数据。
三、分析:为何选用EXCEL进行CPK统计
选择Excel作为工具来计算工序能力指数,有多方面优势:
- 易用性强: Excel界面友好,大部分工程师都具备基本操作能力,无需额外学习成本。
- 自动化程度高: 利用函数及批量处理能力,可大幅提高统计效率。
- 可视化便捷: Excel支持柱状图、折线图等多种图表形式,有助于直观展示分布情况及趋势变化。
- 灵活性强: 可通过调整参数或导入不同批次的数据,实现多批次、多品类的数据管理和分析。
举例来说,在质量管理部门,每日产线检测的数据都可直接汇总至Excel,不仅方便归档,也便于后续追溯和分析异常点。
四、多种场景下Excel CPK应用案例对比
为了更直观理解,我们对比三种常见场景下如何应用Excel进行CPK分析:
| 场景 | 数据量级 | 分析重点 | 操作难度 | 应用实例 |
|---|---|---|---|---|
| 实验室小批量检测 | < 100条 | 快速判断工艺初步合格性 | 简易 | 新材料试制检测 |
| 大规模生产过程监控 | >1000条 | 长周期稳定性及趋势分析 | 中等 | 汽车零部件连续抽检 |
| 多品类/多工位对比 | 多sheet协同 | 不同产品/工位一致性对比 | 较高 | 模具加工各工位品质追踪 |
从上述表格可以看出:
- 小批量适合快速验证,新项目开发初期常见;
- 大规模生产更注重长期趋势,通过条件格式或动态图表辅助优化;
- 多品类协同时建议使用简道云等低代码平台整合数据流,提高管理效率。(简道云零代码开发平台官网地址:https://s.fanruan.com/prtb3)
五、深入解析:如何提升EXCEL CPK计算的准确性
影响 CPK 结果准确性的因素较多,包括但不限于:
- 采集数据完整性
- 异常点处理
- 规格上下限设定合理
- 函数选型规范
以下为最佳实践建议列表:
- 始终采用全样本人口标准差
STDEV.P()而非样本方差STDEV.S(),避免小样本造成误判; - 对极端异常点提前剔除,比如使用箱线图法或Z-score法识别并删除;
- 若产品工艺有变动,应分批次分别统计,不宜混算;
- 建议结合SPC管控手段,对偏移及时预警干预,而非仅依赖静态结果;
六、高阶玩法:借助模板或零代码平台自动化统计
随着企业数字化转型加速,仅靠传统表格已难以满足高频、多维度、大体量的数据管控需求。推荐采用简道云等零代码开发平台,将Excel采集—上传—归档—自动生成报表流程一体化,实现如下优势:
- 一键导入检测原始记录
- 自动生成各项质量统计指标
- 支持权限分级管理
- 快速自定义不同产品/班组报表
例如,在https://s.fanruan.com/prtb3 上企业可根据自身业务需求拖拽组件搭建专属质量管理系统,无需编程经验,即可实现从设备采集到动态监控的全流程数字闭环。这大幅降低了维护成本,并显著提升了分析决策速度与准确率。同时,也能方便地调用系统内置的100+企业管理系统模板,实现更广泛的信息化覆盖。
七、常见问题解答及误区提醒
以下罗列用户在实际运用过程中经常遇到的问题及注意事项:
|| 问题 || 正确做法/解释 || |-|-|-| || 样本容量过小 || 保证每组≥30,以获得有效代表性 || || USL/LSL不清晰 || 明确由设计部门给定,不随意假设 || || 标准差取错 || 用STDEV.P() 用于总体,用STDEV.S()用于抽样 || || 算完未作异常评估 || 必须结合原始分布判断极端异常 || || 忽略长期趋势 || 推荐定期做横向对比并画出控制图 ||
同时强调,如果发现 CPK< 1 要及时排查原因,如设备偏移、人为操作变动等,并制定改进方案,而不是机械接受数值结论。
八、小结与建议
通过以上介绍,我们明确了利用 Excel 快速、高效地完成 CPK 指数测算的方法路径,以及保障准确性的关键要素。在日常品质管控中,应强调:
- 数据源头可靠
- 操作步骤规范
- 异常及时反馈纠正
对于大规模或复杂场景,更推荐引入如【简道云】这样的低代码平台,把人工重复劳动变成智能自动流转,从根本上提升品质决策效率。如果你希望进一步优化企业信息流转,实现全面数字化升级,可尝试免费体验简道云100+企业管理系统模板,无需下载,在线安装体验丰富功能!
精品问答:
什么是Excel计算CPK?
我听说CPK是衡量过程能力的重要指标,但不太清楚Excel计算CPK具体是怎么操作的。能不能详细说说Excel如何计算CPK?
Excel计算CPK是指利用Excel表格软件,通过公式和函数计算过程能力指数(Cp和Cpk)。过程能力指数反映生产过程是否稳定且符合质量标准。具体步骤包括:
- 收集样本数据(如尺寸、重量等)
- 计算样本均值(AVERAGE函数)和标准差(STDEV.P或STDEV.S函数)
- 确定规格上下限(USL,LSL)
- 使用公式计算Cp = (USL - LSL) / (6 × 标准差),Cpk = min[(USL - 均值) / (3 × 标准差), (均值 - LSL) / (3 × 标准差)]。 举例:假设USL=10,LSL=4,均值=7,标准差=0.5,则Cp = (10-4)/(6×0.5)=2,Cpk = min[(10-7)/(3×0.5), (7-4)/(3×0.5)] = min[2,2] = 2,代表过程能力良好。
如何在Excel中使用函数自动化计算CPK?
我想用Excel里的公式自动算出CPK,而不是手动算,有没有推荐的函数组合或者技巧?这样操作效率更高,也避免出错。
在Excel中,可以用以下函数组合实现自动化计算CPK:
| 步骤 | 函数及说明 |
|---|---|
| 1 | AVERAGE(范围):计算样本均值 |
| 2 | STDEV.P(范围):计算总体标准差(推荐用于全体样本) |
| 3 | 自定义单元格输入USL、LSL规格限 |
| 4 | 使用公式: |
| =Cp: =(USL-LSL)/(6*STDEV.P(范围)) | |
| =Cpk: =MIN((USL-AVERAGE(范围))/(3STDEV.P(范围)), (AVERAGE(范围)-LSL)/(3STDEV.P(范围))) |
例如,将数据放在A1:A30,在B1输入USL,B2输入LSL,则Cp和Cpk分别在其他单元格套用上述公式即可快速得到结果。
为什么我的Excel计算的CPK结果偏离实际?
我用Excel算CPK时发现结果和实际测量有较大误差,不知道是什么原因导致的,需要注意哪些细节才能保证准确性?
造成Excel CPk偏离实际的原因主要有以下几点:
- 数据采集不充分或异常点未剔除,导致统计参数失真。
- 使用了错误的标准差函数,例如采用STDEV.S而非总体STDEV.P时会影响结果。
- 未正确设置规格上下限(USL和LSL),错误输入会直接影响Cp和Cpk。
- 样本容量过小,一般建议至少30个数据点以保证统计意义。
建议核对数据完整性、筛选异常值,并使用正确的统计函数,同时确保规格限准确无误,这样才能获得更接近实际的CPK值。
如何通过案例理解Excel中的CPK分析?
我觉得光看定义很难理解,用具体案例演示下如何在Excel里做CPK分析,有助于我快速掌握操作流程。
以下是一个简单案例帮助理解Excel中进行CPK分析的步骤:
| 操作步骤 | 内容说明 | Excel示例 |
|---|---|---|
| 数据录入 | 输入30个产品尺寸测量数据 | A1:A30填入测量数值 |
| 设置规格限制 | USL=15, LSL=10 | B1写15(USL),B2写10(LSL) |
| 均值与标准差 | 用AVERAGE(A1:A30), STDEV.P(A1:A30)求解均值及标准差 | C1: =AVERAGE(A1:A30), C2:=STDEV.P(A1:A30) |
| Cp 和 Cpk计算 | Cp=(USL-LSL)/(6标准差),Cpk=min((USL-均值)/(3标准差),(均值-LSL)/(3*标准差)) | D1:= (B1-B2)/(6C2), D2:= MIN((B1-C1)/(3C2),(C1-B2)/(3*C2)) |
通过此案例,可以直观看到每一步在Excel中的表现形式,以及如何根据数据得出Cp和Cpk,从而评估生产过程稳定性与合规程度。
文章版权归"
转载请注明出处:https://www.jiandaoyun.com/nblog/74969/
温馨提示:文章由AI大模型生成,如有侵权,联系 mumuerchuan@gmail.com
删除。
帆软软件有限公司 版权所有
苏ICP备18065767号